
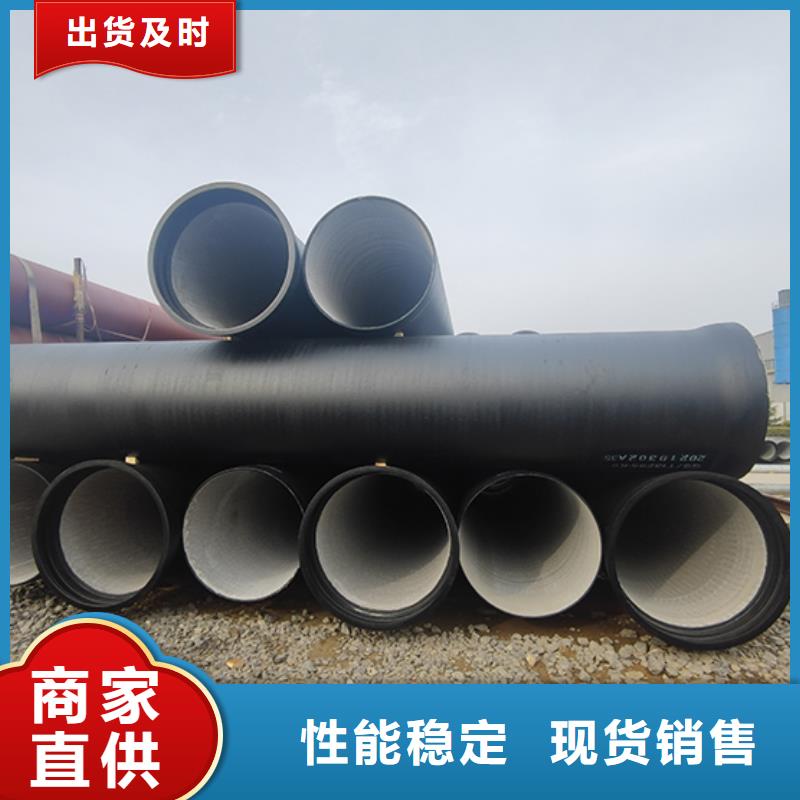


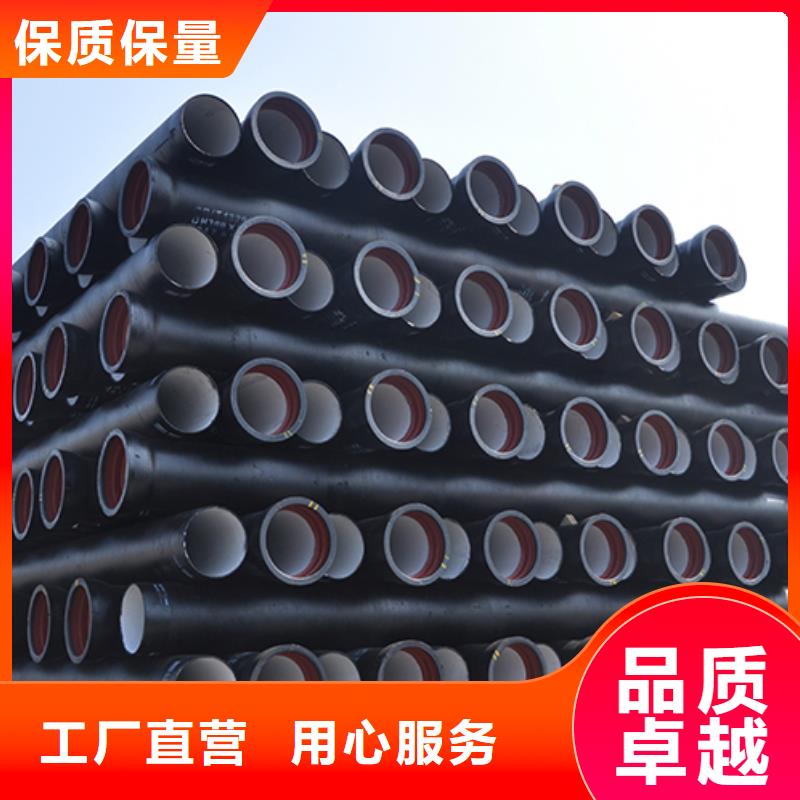








在生产过程中我公司采用18号以上的优质铸造铁水,经过添加球化剂及多种元素使球墨管具有钢的性能,铁的实质采用T型承插式柔性接口使用SBR橡胶圈密封阻水效果好。严格按照GB/T13295-2013标准生产验收,公司也可根据用户需求加工定做各种异形球墨铸铁管件。管件采用先进的真空消失模铸造工艺确保产品质量合格。 现生产的规格有DN100至DN1600口径的球墨铸铁管及配套管件,现代化厂房和先进的生产设备,工艺装备自动化、机械化程度较高。中频电炉、光谱分析仪等关键设备为国外进口,离心成型、退火、喷锌、精整、包装等整条生产线居国内领先水平。自有316m3高炉日产优质铁水800吨,采用高炉—电炉双联短流程连铸工艺,严格按照ISO2531标准生产离心球墨铸铁管。
我们都知道腐蚀会使管道的使用寿命大大减少,所以防腐直接关系到管道的临时的使用性和性。因此柔性卡式离心铸铁管,拥有防腐性能的球墨铸铁管备受欢迎。球墨铸铁中的石墨以球状形式存在并不影响基体材料的力学和机械机能,在中低压管网,球墨铸铁管具有运行可靠,破损率低,施工维修利便、快捷,防腐机能优异等。埋地管道承载负荷的能力是通过回填材料和基础来实现的,这对于柔性材料而言尤其如斯,塑料管特别依靠于管土共同作用来弥补刚性的不足,因此,在欧洲对于塑料管道等柔性材料而言工程安装质量的高低直接决定了球墨铸铁管使用的机能:在欧洲,工程安装质量一方面取决于回填和基础材料本身的质量,另一方面取决于工程公司的功课质量。这意味着因为监视和施工公司治理等因素不可避免的会带来球墨铸铁管质量的风险。
球墨铸铁管熔炼工艺要求如下:出炉温度 高铬铸铁的熔点比一般铸铁高, 约为1200 ℃, 出炉温度约为1500 ℃, 熔炼选用中频感应电炉。炉衬 采用酸性或碱性炉衬均可, 炉衬的配比、打结、烘干和烧结均按常规工艺进行。装料 一般按正常顺序加料, 先将灰生铁、钼铁等难熔铁合金装入炉底, 而后将废钢等按照下紧上松的原则装填 。球磨铸铁管送电熔化 将电炉功率调至进行熔化, 由于Cr 的熔炼损耗较大 , 故铬铁应在加入, 通常是待废钢全部熔化后加入烤红的铬铁。脱氧 待金属炉料全部熔化并提温至1480 ℃后, 再加入锰铁、硅铁及铝进行脱氧。球墨铸铁管浇注 在中频感应炉中熔化, 温度不必太高,温度达到1480 ℃时即可出炉, 铁液在包内应停留一段时间进行镇静, 视工件大小不同可在1380 ~1410 ℃之间进行浇注。公司专业生产球墨铸管,产品质量可靠,服务,价格,想客户之所想,急客户之所急,欢迎前来咨询。
球墨铸铁管在现在的使用是很普遍的,而且很多工厂都是有用的,用他进行排水效果是很好的,因为他可以将排水排放的很干净,下面就和小编一起来了解下。很多的人都是知道在有的工厂他们在生产球墨铸铁管的时候都是采用一些企业软件来进行的,他们使用这种软件可以进行很多的工作,我们在使用他的时候只要按照一定的步骤来进行各种工作,他的这种使用方式从一定的角度来说可以减少很大的麻烦,我们只要按照生产球墨铸铁管企业需用的软件的步骤来进行工作就可以了,提高了工作效率,这样我们使用球墨铸铁管是不成问题了,不用担心会供不应求了。由于近的连绵不断的下雨,球墨铸铁管的使用也出现了一些问题,我们在进行解决球墨铸铁管渗漏的情况时我们要注意铸铁管安装时材料的准备工作,我们要采用铸铁焊条的方式来进行焊接修补,还有就是我们在大部分人不用水的时间内,会将有裂纹及渗漏水的地方进行打磨,然后在用环氧树脂 抹在有裂纹的地方,然后用白沙带或者玻璃丝带包裹一层就可以了,然后在在他的外面涂抹一层环氧树脂,这样就修补好了。解决球墨铸铁管渗漏的方式有很多,但是他是其中有效的。
