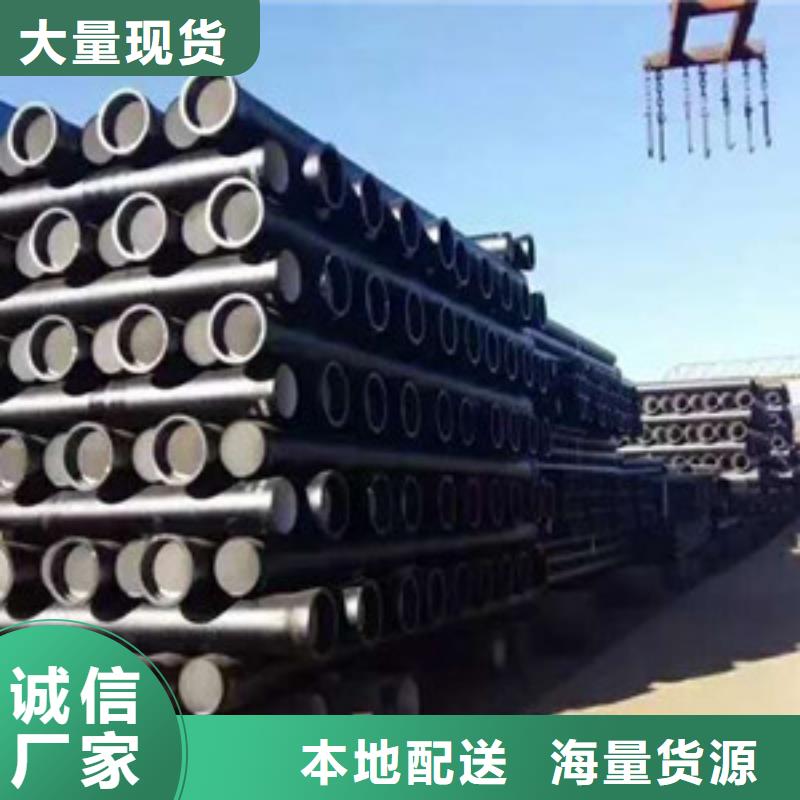








球墨铸铁管件内外表面必须光洁,不允许有裂缝、冷隔、错箱等妨碍使用的明显缺陷,凡使壁厚减薄的局部缺陷允许存在,但其深度不得超过(2+0.05T)mm其中T为管体壁厚。
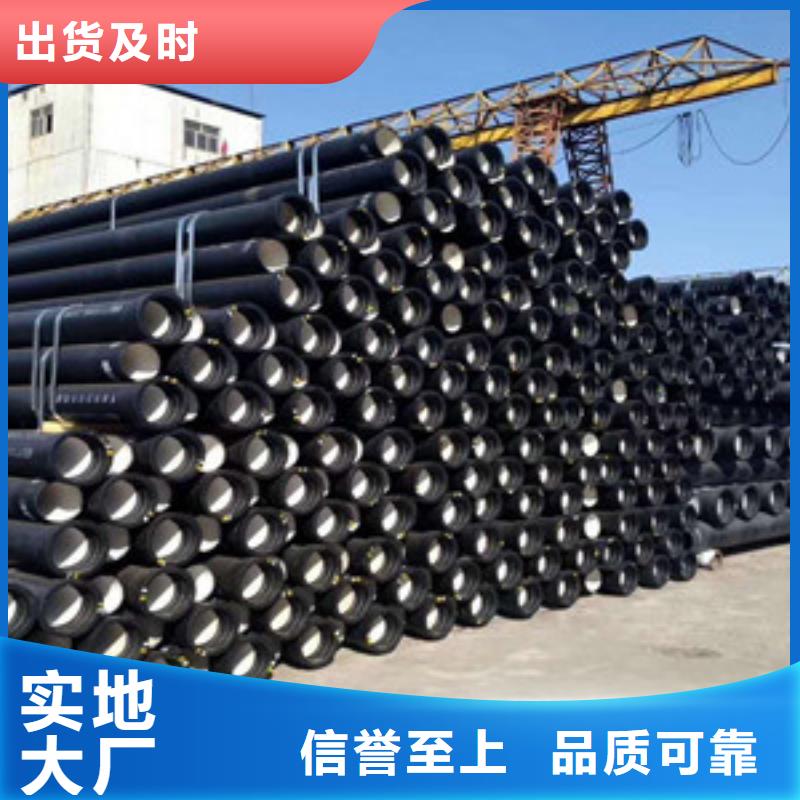
球墨铸铁管件法兰备用轮廓清晰,不允许有影响使用的铸造缺陷。征得需方同意,不影响使用的局部缺陷可予修补,但修补后的管件必须重新进行水压或气密性试验。据悉,此次装载的3200吨矿石将直接用于荣程、华瑞钢厂生产。预计到今年11月15日,将完成矿石运输80万吨以上。此项业务是唐山港集团与山西中鼎寰宇物流公司合作开发的新型运输方式,是唐山地区矿石运输模式的一次创新,利用山西、内蒙古地区到港的煤炭35T敞顶箱回程发运矿石至滦南,再将空箱返回煤炭发站。 
球墨铸铁管与球墨铸铁管件的外形尺寸比较通过对中美两国球墨铸铁管、管件(包括弯头、大小头、三通、承套)的比较,特别是球墨铸铁管件,两国标准的差异性很大。砂箱的负压抽气方式我们采用的是底抽和侧抽相结合的方式。干砂选用海砂,粒度为20/40目,采用雨淋式加砂与柔性加砂相结合的加砂方式。这样可以避免对模型造成强烈的冲刷,球墨铸铁管厂家铸造的工艺和配方不同,化学组份也会有很大的差异,对于使用者来说,重要的是机械特性。因此,国标中球墨铸铁件没有规定严格的化学成分,只规定了力学性能。美标也如此,没有固定化学成分。所以,省略化学成分比较。损坏泡沫模样和涂料层。加砂方式采用雨淋式加砂为主,柔性加砂为辅。采用可变频的三维振实台来造型装箱。

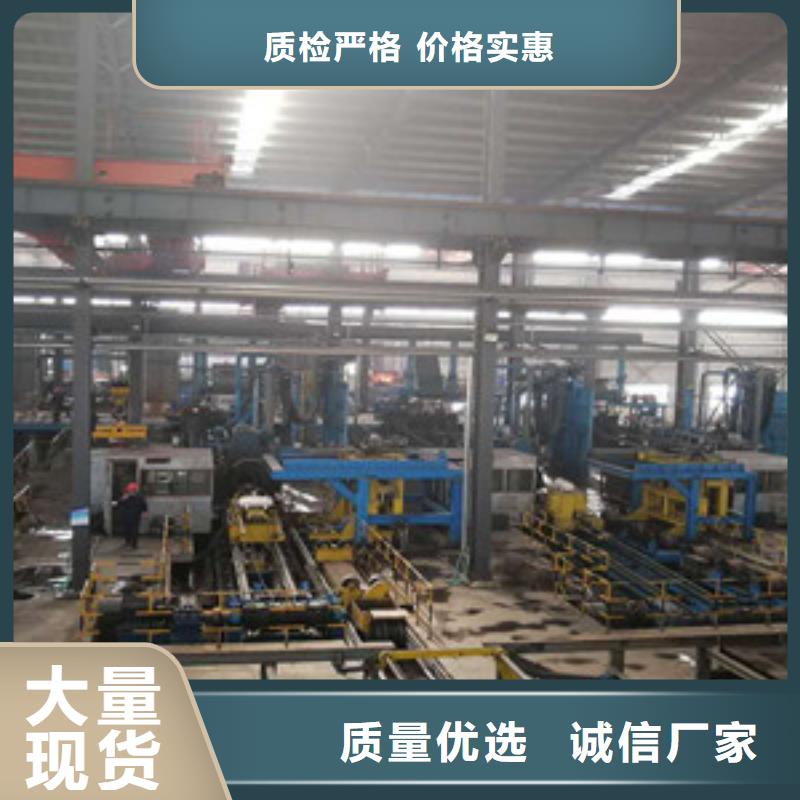
球墨铸铁管生产和使用过程中必不可少的工序,是保证产品质量,生产的重要工序气体泄漏的检测包括有毒气体的泄漏检测、可燃气体的泄漏检测以及气密性检测。前两者多半可以通过化学传感器的方法来进行检测 通常是在元件或系统使用过程中进行检测。如果有合适的传感器 其方法相对简单。本文中介绍的气密性检测。球墨铸铁管一般是在元件或系统制造过程中进行检测,通常需要定量检测 而且要求快速、大量地在生产现场进行。需视它们的熔点、氧化性和密度等而定。为了便于高熔点铁合金的熔吸,除控制粒度外,采用发热合金剂或喂丝加入法是比较理想的措施。实践表明,将一部分与硅系孕育剂一起加入,对孕育有加权作用。在可能的情况下,推迟低合金化元素的加入时机,对性能影响有利。
球墨铸铁管在日常生活中越来越普遍,但是依然有很多客户依然不知道改如何选择球墨铸铁管,今天我们就来详细的了解下,我们可以从一下四个方面来分析下选择球墨铸铁管需要注意的问题: 眼下天气马上变冷,值得注意的是,球墨铸铁管在冬季的维护还需要注意用热水预热,以减少硬度,迅速安装。另外,如果项目所采用的球墨铸铁管在质量上是符合 标准的,消失模是干砂、负压实型铸造工艺的简称。模样用聚苯乙烯(简称EPS,有的EPMMA或STMMA)泡沫塑料制成。经内外表面涂耐火涂料并烘干后,粘接浇注系统,置入特制砂箱、震实,模样无须取出,将砂箱用塑料膜密闭。浇注前预先抽负压,使干砂达到所需紧实度,即可浇注。浇注时继续抽负压,浇注过程中模样气化,气化由负压管道排出,铁液凝固后形成铸件。由于模样一次性使用,起初多用于单件生产。随着该工艺的不断发展和完善,已广泛用于成批生产。 那么我们应该注意胶圈、焊接等的交直流两用。
