

 3.使用钢筋笼滚机制造钢筋笼时完全可以多个钢筋笼同时进行制造,与之前的手工制作钢筋笼相比,既节省了时间,又提高了工作效率。改革开放以后,随着我国市场经济的快速发展,我国机械制造企业也取得较快的发展,主要通过生产产品的时间,生产成本,产品质量来提高市场竞争力,和产品在经济市场上的占有率。因此,我国机械制造企业通过应用先进的机械制造技术,可以把以时间为核心的时间、成本和质量有效的结合起来。所以在选择钢筋滚笼机这个问题上就需要慎之又慎了。绕筋机选择全自动3000型钢筋滚笼机一定要注意以下几点:1.注意您选择的钢筋滚笼机的电机是不是伺服电机,不是伺服电机的钢筋滚笼机在实际操作中容易出现转动不同步的现象,造成生产出的钢筋笼“拧麻花”的现象,会给您造成生产的故障和材料的浪费。2.注意您选择的钢筋滚笼机的转动扭臂的钢材是否够坚固,很多厂家为了成本,用不达标的条形刚生产的钢筋滚笼机在实际操作中容易出现扭臂弯曲的现象,完全无法使用。3.注意您选择的钢筋滚笼机的驱动是链条驱动还是齿轮驱动,目前先进的驱动方式是链条驱动,更加的你生产出的钢筋笼的尺寸大小。
建贸机械设备有限公司
苏州钢筋笼绕丝机
质保时间长
建贸机械设备有限公司
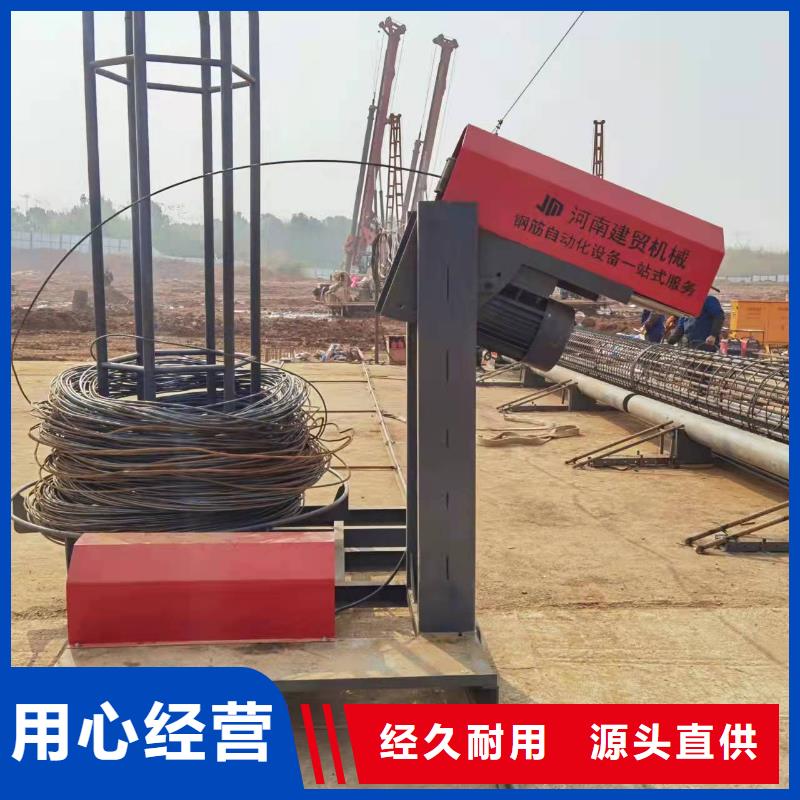
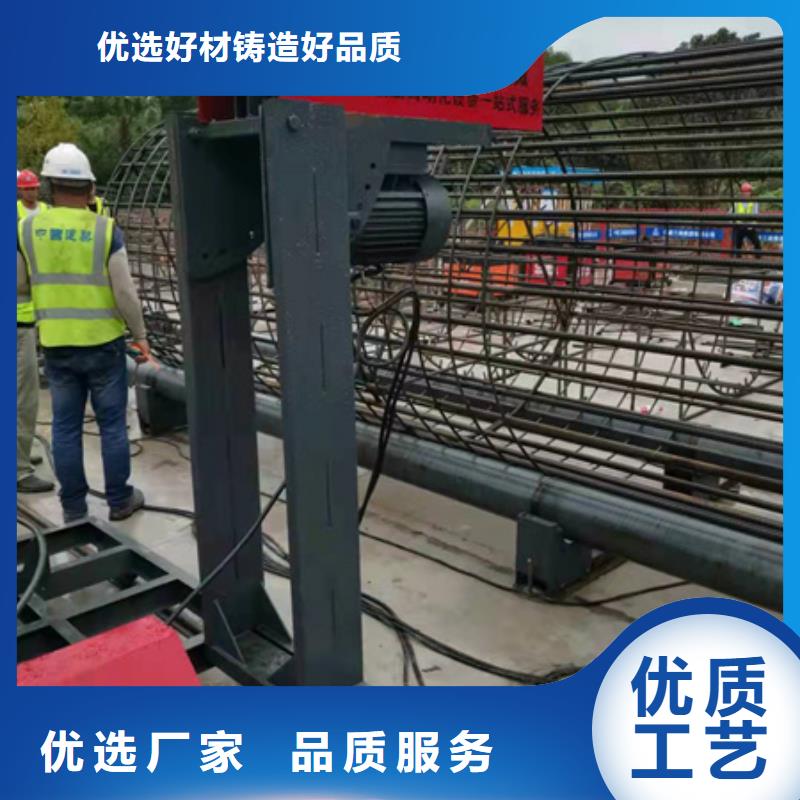
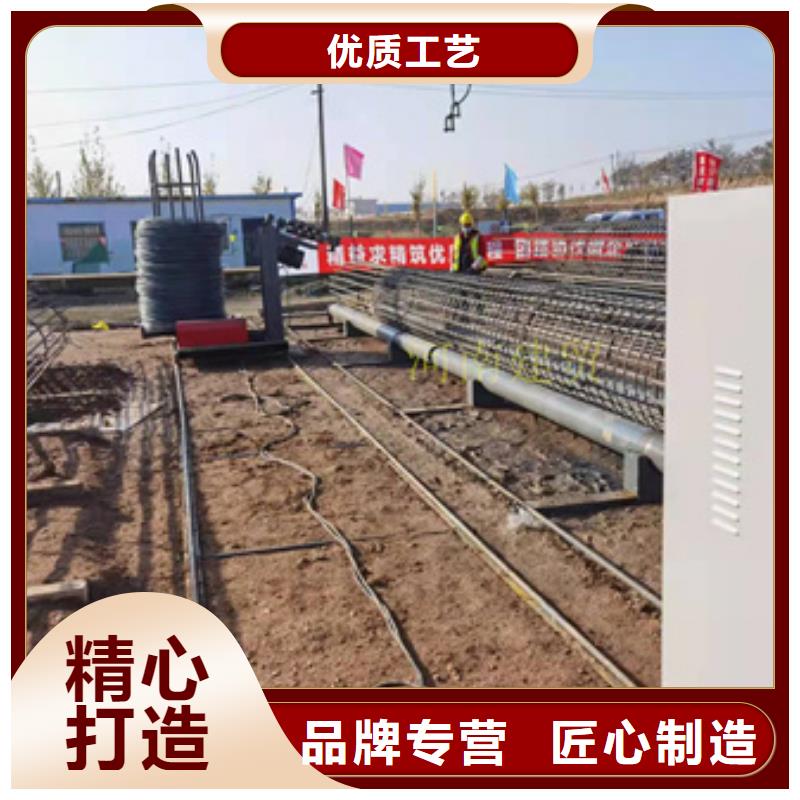
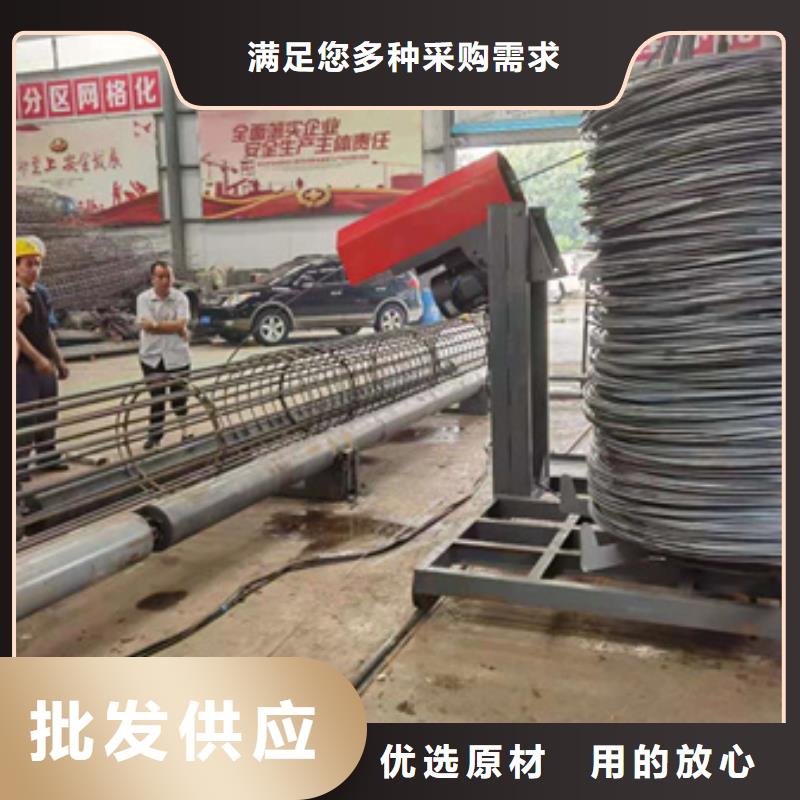
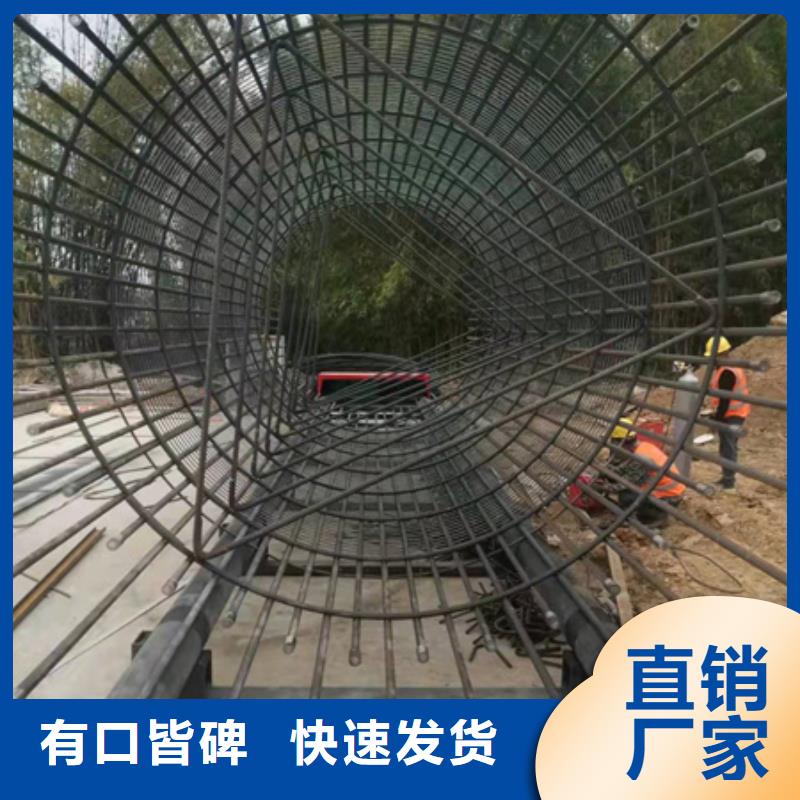
用其他方式制作骨架时,考虑骨架存放区布置,更可以采用骨架模具生产骨架。人工生产骨架要注意整体布局,合理安排场地,骨架制作、骨架存放与转运,各工序之间尽可能互不干扰,过程流畅,尽可能实现流水线生产方式。小车部分;车架、圆盘、放线器、轨道、行走轮、电机等组成。钢筋笼绕筋机,主要由小车部分(包含钢筋承接圆盘、防线调直器、轨道)、动力柜(数控记忆作业参数)、传动结构(电机、滚笼支架)组成。主要适用于高层建筑、高速公路、高速铁路、大型桥梁等大型工程混凝土结构内主骨架钢筋的弯曲加工。特点:1.速度快:待工状态2个可全程生产,正常工况3-6人可生产10-20多节钢筋笼。2.:机械化作业不受人为因素影响,长时间工作可不变。3.适合各种主筋箍筋数量,形式、型号、大小、长度的设计要求,不会因设备功能而影响钢筋笼设计或不能上机生产。4.转运便捷:组合式设计使搬运、安装、生产等不依赖起重设备,适应工厂化大批量固定生产和施工现场分散的机业。5.流水线形式:施工不受各工序影响,不间断完成主筋箍筋焊接成型,绕筋施焊等全部。6.采用螺纹连接技术可,帮助钢筋笼分解、安装速度。
3.使用钢筋笼滚机制造钢筋笼时完全可以多个钢筋笼同时进行制造,与之前的手工制作钢筋笼相比,既节省了时间,又提高了工作效率。改革开放以后,随着我国市场经济的快速发展,我国机械制造企业也取得较快的发展,主要通过生产产品的时间,生产成本,产品质量来提高市场竞争力,和产品在经济市场上的占有率。因此,我国机械制造企业通过应用先进的机械制造技术,可以把以时间为核心的时间、成本和质量有效的结合起来。所以在选择钢筋滚笼机这个问题上就需要慎之又慎了。绕筋机选择全自动3000型钢筋滚笼机一定要注意以下几点:1.注意您选择的钢筋滚笼机的电机是不是伺服电机,不是伺服电机的钢筋滚笼机在实际操作中容易出现转动不同步的现象,造成生产出的钢筋笼“拧麻花”的现象,会给您造成生产的故障和材料的浪费。2.注意您选择的钢筋滚笼机的转动扭臂的钢材是否够坚固,很多厂家为了成本,用不达标的条形刚生产的钢筋滚笼机在实际操作中容易出现扭臂弯曲的现象,完全无法使用。3.注意您选择的钢筋滚笼机的驱动是链条驱动还是齿轮驱动,目前先进的驱动方式是链条驱动,更加的你生产出的钢筋笼的尺寸大小。
建贸机械设备有限公司
苏州钢筋笼绕丝机
质保时间长
建贸机械设备有限公司
用其他方式制作骨架时,考虑骨架存放区布置,更可以采用骨架模具生产骨架。人工生产骨架要注意整体布局,合理安排场地,骨架制作、骨架存放与转运,各工序之间尽可能互不干扰,过程流畅,尽可能实现流水线生产方式。小车部分;车架、圆盘、放线器、轨道、行走轮、电机等组成。钢筋笼绕筋机,主要由小车部分(包含钢筋承接圆盘、防线调直器、轨道)、动力柜(数控记忆作业参数)、传动结构(电机、滚笼支架)组成。主要适用于高层建筑、高速公路、高速铁路、大型桥梁等大型工程混凝土结构内主骨架钢筋的弯曲加工。特点:1.速度快:待工状态2个可全程生产,正常工况3-6人可生产10-20多节钢筋笼。2.:机械化作业不受人为因素影响,长时间工作可不变。3.适合各种主筋箍筋数量,形式、型号、大小、长度的设计要求,不会因设备功能而影响钢筋笼设计或不能上机生产。4.转运便捷:组合式设计使搬运、安装、生产等不依赖起重设备,适应工厂化大批量固定生产和施工现场分散的机业。5.流水线形式:施工不受各工序影响,不间断完成主筋箍筋焊接成型,绕筋施焊等全部。6.采用螺纹连接技术可,帮助钢筋笼分解、安装速度。
 1、了解设备英文能够娴熟实际操作,搞好机器设备例保查验。2、工作中前要查验各位置地脚螺栓拧紧和辆车走动行程开关。3、接入供气,查验牵引带架固定支架姿势是不是灵便。4、接入开关电源转动“操纵开关电源”电源开关至显示灯亮。5、常常查验电级铜块损坏浸蚀和导电率能状况。6、工作中时观查插电時间和电级是不是一切正常。7、应依据灌注桩直徑选中电级配筋图板,辆车工装夹具及调节支撑架的高宽比。绕筋机8、严苛按操作流程用心实际操作,查验确定工作电压和气流路是不是一切正常。9、当定编到设置长短时要终止手工编织。10、手工编织完毕后应先开启工装夹具,再卸掉建筑钢筋。11、自动编织机产生常见故障维修及维护保养时要断开开关电源。12、留意用电观查查验用电量设备的绝缘层状况。
建贸机械设备有限公司
苏州钢筋笼绕丝机
质保时间长
建贸机械设备有限公司
自动钢筋滚笼机的定期维护和保养。(1) 根据设备的运转情况和使用情况如工作量,使用时间的长短而确定的定期维护和保养。(2)滚焊机属大型设备,对设备在工作中存在的异常振动及噪音应特别重视,应及时查明原因。(3)检查各处电极的紧固程度,尤其是软导体和焊接变压器的紧固,并检查软电极的发热是否在正常范围之内(温度不高于120℃),如发热温度高于150℃,检查发热是属于因长期使用,由于氧化而造成的导电面积减小,还是属于紧固不实而发热。使用滚笼机时的保养?在这里需要注意的是我们在使用滚笼机的同时,也要注重它的日常维护保养,这样不仅能够保障机器在使用的时候顺利进行,而且在一定程度上还能够延长机器的使用寿命。根据我们多年的销售经验,为大家列举了有关钢筋弯箍机的保养秘诀,希望大家认真仔细阅读。1、滚笼机内外清洁,各滑动面及丝杠、齿轮、齿条等无油污、无碰伤;各部位不漏油、不漏水、不漏气、不漏电;切屑垃圾清扫干净.2、滚笼机绕筋机应该放在干燥的房间内,避免放在潮湿的环境内,以避免钢筋弯箍机的线路受到影响。如果必须放在室外,那么我们需要放在平坦的地面上,并且需要用布盖住,以防钢筋弯箍机受潮。
1、了解设备英文能够娴熟实际操作,搞好机器设备例保查验。2、工作中前要查验各位置地脚螺栓拧紧和辆车走动行程开关。3、接入供气,查验牵引带架固定支架姿势是不是灵便。4、接入开关电源转动“操纵开关电源”电源开关至显示灯亮。5、常常查验电级铜块损坏浸蚀和导电率能状况。6、工作中时观查插电時间和电级是不是一切正常。7、应依据灌注桩直徑选中电级配筋图板,辆车工装夹具及调节支撑架的高宽比。绕筋机8、严苛按操作流程用心实际操作,查验确定工作电压和气流路是不是一切正常。9、当定编到设置长短时要终止手工编织。10、手工编织完毕后应先开启工装夹具,再卸掉建筑钢筋。11、自动编织机产生常见故障维修及维护保养时要断开开关电源。12、留意用电观查查验用电量设备的绝缘层状况。
建贸机械设备有限公司
苏州钢筋笼绕丝机
质保时间长
建贸机械设备有限公司
自动钢筋滚笼机的定期维护和保养。(1) 根据设备的运转情况和使用情况如工作量,使用时间的长短而确定的定期维护和保养。(2)滚焊机属大型设备,对设备在工作中存在的异常振动及噪音应特别重视,应及时查明原因。(3)检查各处电极的紧固程度,尤其是软导体和焊接变压器的紧固,并检查软电极的发热是否在正常范围之内(温度不高于120℃),如发热温度高于150℃,检查发热是属于因长期使用,由于氧化而造成的导电面积减小,还是属于紧固不实而发热。使用滚笼机时的保养?在这里需要注意的是我们在使用滚笼机的同时,也要注重它的日常维护保养,这样不仅能够保障机器在使用的时候顺利进行,而且在一定程度上还能够延长机器的使用寿命。根据我们多年的销售经验,为大家列举了有关钢筋弯箍机的保养秘诀,希望大家认真仔细阅读。1、滚笼机内外清洁,各滑动面及丝杠、齿轮、齿条等无油污、无碰伤;各部位不漏油、不漏水、不漏气、不漏电;切屑垃圾清扫干净.2、滚笼机绕筋机应该放在干燥的房间内,避免放在潮湿的环境内,以避免钢筋弯箍机的线路受到影响。如果必须放在室外,那么我们需要放在平坦的地面上,并且需要用布盖住,以防钢筋弯箍机受潮。
 jmc
锯床加工化、范围扩大化。提高锯切效率,尤其是提高厚材及硬金属锯切效率,避免锯切成为整条生产线的瓶颈,一直是锯切及锯床技术领域多年关注的焦点。锯床全数控化、网络化。大型工件的切割过程往往持续数小时,为保证一人多机的生产条件,提高锯切加工的精度和效率,锯切过程的全数控化势在必行。锯床锯条打齿的原因及以及解决方法:1、锯条齿型选择不当,主要表现为锯条齿距选择过大或齿锯过密,建议根据切割材质的直径或形状来选择适合的齿型。 2、选择的锯条质量太次,主要表现在锯条背材与齿部齿尖的质量,不具有抗磨损性。建议选择质量好的进口锯条。 3、资料是否进行有效固定,主要表现为切割过程中资料松动导致,建议检查液压虎钳装置是否完好,对于成束切割的要保证装置上压紧,同时对锯条进行有效张紧。 4、切割进给过大,主要表现在为了调高切割效率,而下降速度过快。建议减少进给量或选择更效率的锯床,进给过大,而锯条线速跟不上的话,容易导致此现象的呈现。 5、锯床排屑钢丝刷停止工作或过度磨损,主要表现在加工过程中不能有效扫除锯条齿部间锯屑,而带入下次切割循环中,导致切削残留,造成锯床锯条打齿。建议定时更换锯床钢丝刷。6、切削液使用浓度过低,不能很好的降低齿尖局部热量,没有起到维护锯条的作用。锯床加工化、范围扩大化。提高锯切效率,尤其是提高厚材及硬金属锯切效率,避免锯切成为整条生产线的瓶颈,一直是锯切及锯床技术领域多年关注的焦点。河南建贸机械锯床锯切不锈钢切削率达45cm2/min。大大提高生产效率,改善了锯切加工的经济性。锯切范围扩大化已是趋势,如目前我国大的带锯床G4240型锯床可切割直径为直径40cm以下整捆钢筋、管料和空心料。绕筋机
jmc
锯床加工化、范围扩大化。提高锯切效率,尤其是提高厚材及硬金属锯切效率,避免锯切成为整条生产线的瓶颈,一直是锯切及锯床技术领域多年关注的焦点。锯床全数控化、网络化。大型工件的切割过程往往持续数小时,为保证一人多机的生产条件,提高锯切加工的精度和效率,锯切过程的全数控化势在必行。锯床锯条打齿的原因及以及解决方法:1、锯条齿型选择不当,主要表现为锯条齿距选择过大或齿锯过密,建议根据切割材质的直径或形状来选择适合的齿型。 2、选择的锯条质量太次,主要表现在锯条背材与齿部齿尖的质量,不具有抗磨损性。建议选择质量好的进口锯条。 3、资料是否进行有效固定,主要表现为切割过程中资料松动导致,建议检查液压虎钳装置是否完好,对于成束切割的要保证装置上压紧,同时对锯条进行有效张紧。 4、切割进给过大,主要表现在为了调高切割效率,而下降速度过快。建议减少进给量或选择更效率的锯床,进给过大,而锯条线速跟不上的话,容易导致此现象的呈现。 5、锯床排屑钢丝刷停止工作或过度磨损,主要表现在加工过程中不能有效扫除锯条齿部间锯屑,而带入下次切割循环中,导致切削残留,造成锯床锯条打齿。建议定时更换锯床钢丝刷。6、切削液使用浓度过低,不能很好的降低齿尖局部热量,没有起到维护锯条的作用。锯床加工化、范围扩大化。提高锯切效率,尤其是提高厚材及硬金属锯切效率,避免锯切成为整条生产线的瓶颈,一直是锯切及锯床技术领域多年关注的焦点。河南建贸机械锯床锯切不锈钢切削率达45cm2/min。大大提高生产效率,改善了锯切加工的经济性。锯切范围扩大化已是趋势,如目前我国大的带锯床G4240型锯床可切割直径为直径40cm以下整捆钢筋、管料和空心料。绕筋机
