


我们的现场实拍视频将带您走进焊管无缝钢管交货准时产品的世界,让您亲眼见证其优点和特点,为您的购买决策提供有力支持。
以下是:焊管无缝钢管交货准时的图文介绍


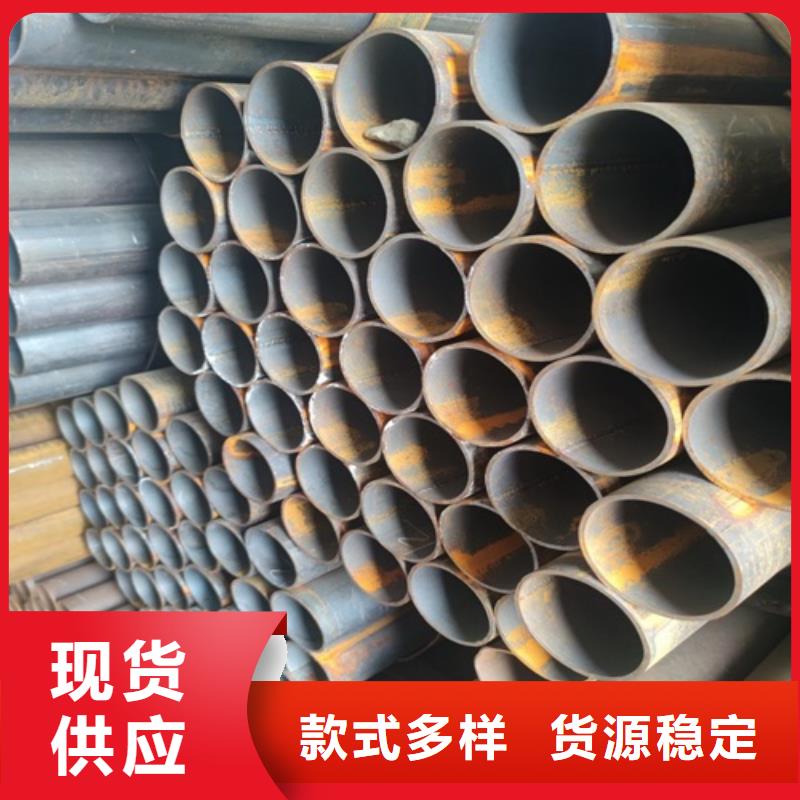
焊管的主要生产步骤 焊管是以带钢卷板为原材料,经常温挤压成型,以自动双丝双面埋弧焊工艺焊接而成的螺旋缝钢管。将带钢送入焊管机组,经多道轧辊滚压,带钢逐渐卷起,形成有开口间隙的圆形管坯,调整挤压辊的压下量,使焊缝间隙控制在1~3mm,并使焊口两端齐平。 原材料在投入前都要经过严格的理化检验,带钢头尾对接,采用单丝或双丝埋弧焊接,在卷成钢管后采用自动埋弧焊补焊。成型前,带钢经过矫平、剪边、刨边,表面清理输送和予弯边处理。 采用电接点压力表控制输送机两边压下油缸的压力,确保了带钢的平稳输送;采用外控或内控辊式成型。;采用焊缝间隙控制装置来保证焊缝间隙满足焊接要求,管径,错边量和焊缝间隙都得到严格的控制。 焊管焊完的焊缝均经过在线连续超声波自动伤仪检查,保证了的螺旋焊缝的无损检测覆盖率。再采用空气等离子切割机将钢管切成单根。切成单根钢管后,每批钢管都要进行严格的首检制度,检查焊缝的力学性能,化学成份,溶合状况,钢管表面质量以及经过无损探伤检验,确保制管工艺合格后,才能正式投入生产。 焊管的焊缝上有连续声波探伤标记的部位,经过手动超声波和X射线复查,如确有缺陷,经过修补后,再次经过无损检验,直到确认缺陷已经。)每根钢管经过静水压试验,压力采用径向密封。试验压力和时间都由钢管水压微机检测装置严格控制。试验参数自动打印记录。



鹏鑫钢铁有限公司以先进的生产设备,齐全的检测手段,雄厚的技术力量,科学的管理方法,生产高质量的 甘肃临夏无缝钢管产品。生产的各种系列 甘肃临夏无缝钢管产品通过有关检测机构的检测。
公司由一批在 甘肃临夏无缝钢管行业从业十几年的工程师、技术人员、生产员工、质量检测的技术队伍组成,并有一支高素质、富含经验的行业管理和销售团队。


Q345C焊管回火的种类 (一)低温回火(150-250度) 低温回火所得组织为回火马氏体。其目的是在保持淬火Q345C焊管的高硬度和高耐磨性的前提下,降低其淬火内应力和脆性,以免使用时崩裂或过早损坏。它主要用于各种高碳的切削刃具,量具,冷冲模具,滚动轴承以及渗碳件等,回火后硬度一般为HRC58-64。 (二)中温回火(250-500度) 中温回火所得组织为回火屈氏体。其目的是获得Q345C焊管高的屈服强度,弹性极限和较高的韧性。因此,它主要用于各种弹簧和热作模具的处理,回火后硬度一般为HRC35-50。 (三)高温回火(500-650度) 高温回火所得组织为回火索氏体。习惯上将淬火加高温回火相结合的热处理称为调质处理,其目的是获得强度,硬度和塑性,韧性都较好的综合机械性能。



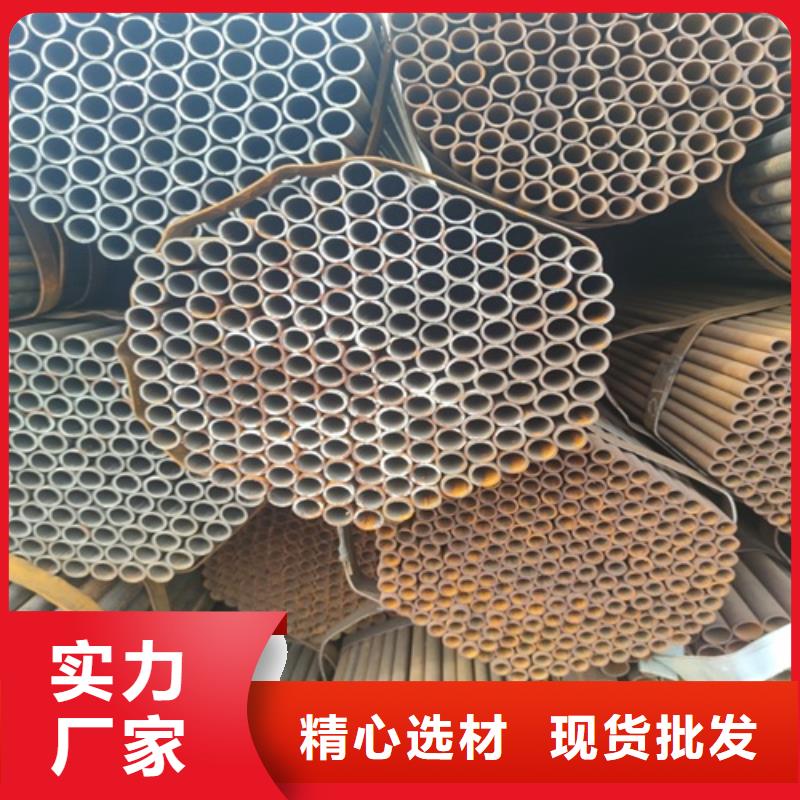
焊管就是焊接钢管的简称,是指将钢板卷曲成圆管或方管,经过焊接形成的钢管。广泛应用于水利枢纽、市政排水、自来水输送等工程。 在实际生产和应用中通常将焊管按焊接方式分为直缝焊管和螺旋焊管两种。 直缝焊管:通常为公称直径为DN15(4分管)-DN150(6寸管)的中小口径规格的焊管。直缝焊接工艺要比螺旋焊接工艺简单,焊接成本低,效率高,缺点是焊缝在同一直线上,抗压强度低,故直缝焊只适合生产中小口径的焊管使用。 螺旋焊管:通常为公称直径为DN200(8寸管)-DN600(24寸管)的大口径规格的焊管。螺旋焊接工艺可以用相同宽度的钢板生产不同管径的焊管,缺点是工艺复杂,相同长度的焊管螺旋焊焊缝比直焊缝长得多,造成生产成本高,生产效率低,故螺旋焊常用于大口径焊管的生产,同时螺旋的焊缝具有更高的抗压强度,保证了大口径焊管的抗压能力。 焊管的计量方式一般为过磅和理计两种,过磅即通过磅秤实际称重,理计则是按照理论公式计算得到重量,公式为:“米重(千克)=(外径mm-壁厚mm)*壁厚mm*0.02466”。


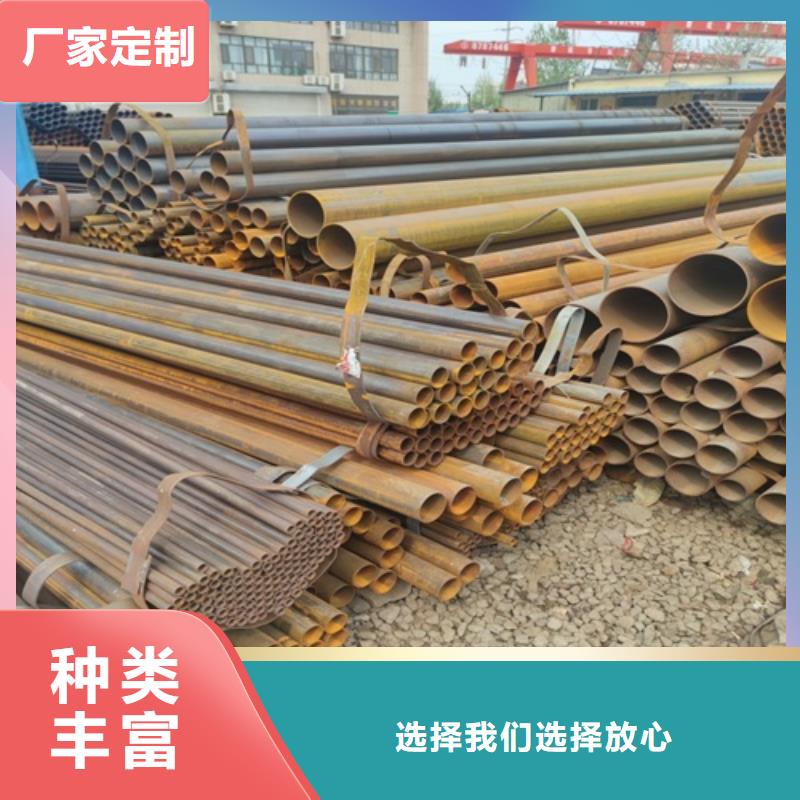
华尔网厚壁焊管也称焊管,是用钢板或带钢经过卷曲成型后焊接制成的钢管,一般定尺6米。焊接钢管生产工艺简单,生产效率高,品种规格多,设备投资少,但一般强度低于无缝钢管。 华尔网焊接钢管采用的坯料是钢板或带钢,因其焊接工艺不同而分为炉焊管、电焊(电阻焊)管和自动电弧焊管。因其焊接形式的不同分为直缝焊管和螺旋焊管两种。因其端部形状又分为圆形焊管和异型(方、扁等)焊管。 应用范围产品广泛应用于自来水工程、石化工业、化学工业、电力工业、农业灌溉、城市建设,是我国开发的二十个重点产品之一。 作液体输送用:给水、排水。作气体输送用:煤气、蒸气、液化石油气。 作结构用:作打桩管、作桥梁;码头、道路、建筑结构用管等。



