
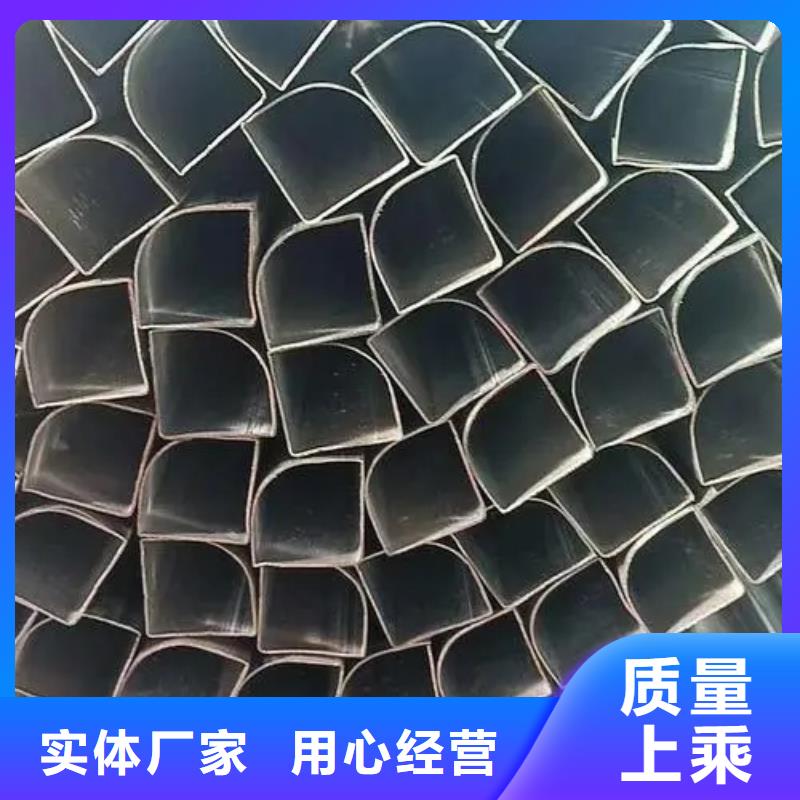

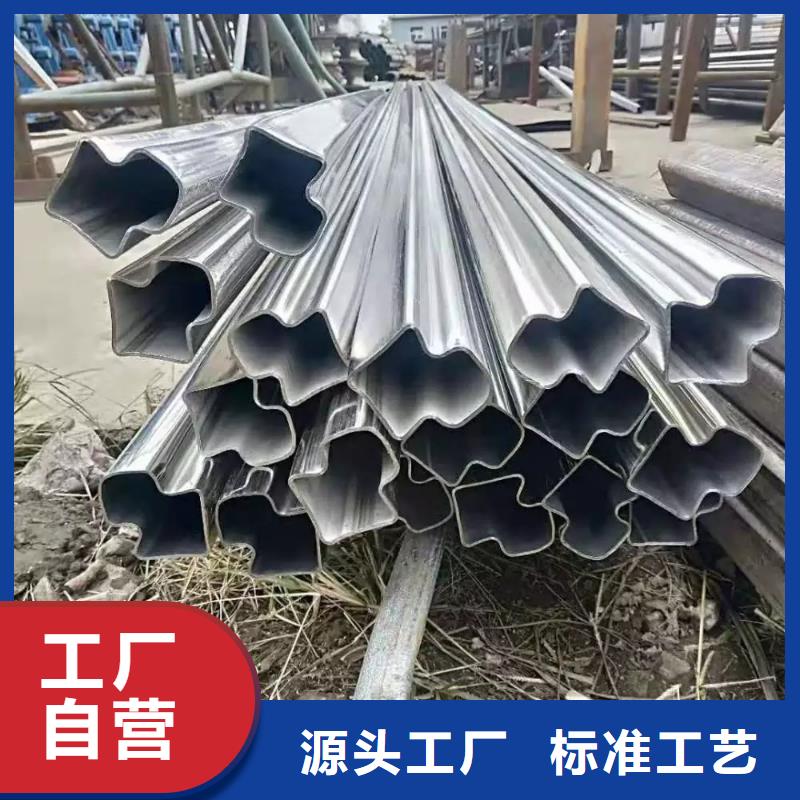
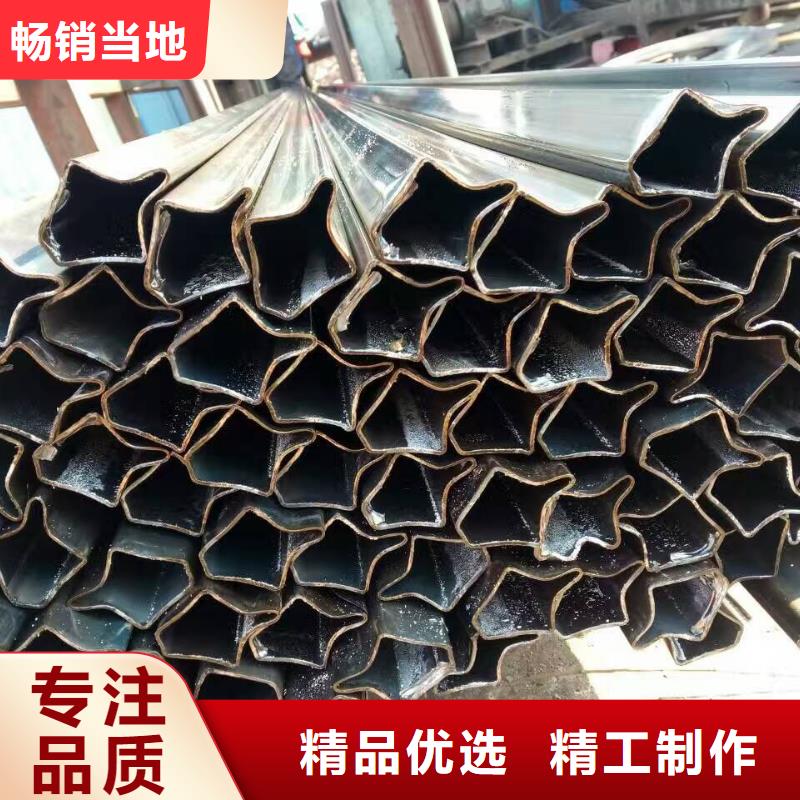
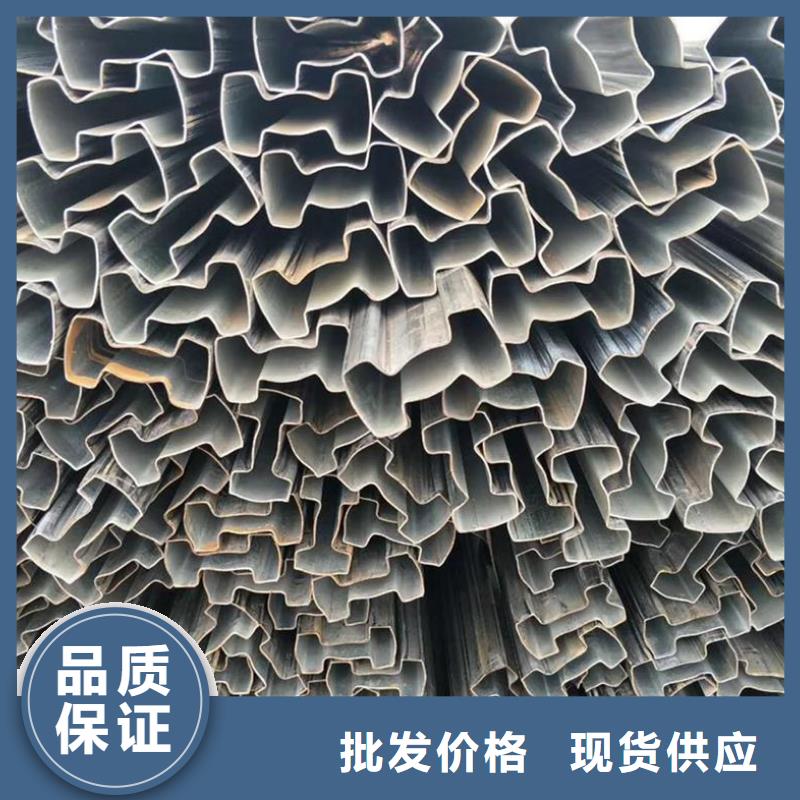

随州异型管焊接时,钨极从气体喷嘴突出的长度,以4-5mm为佳,在角焊等遮蔽性差的地方是2-3mm,在开槽深的地方是5-6mm,喷嘴至工作的距离一般不超过15mm。 随州异型管焊接电弧长度,焊接普通钢时,以2-4mm为佳,而焊接不锈钢时,以1-3mm为佳,过长则保护效果不好。 随州异型管为使氩气很好地保护焊接熔池,和便于施焊操作,钨极中心线与焊接处工件一般应保持80-85°角填充焊丝与异型管表面夹角应尽可能地小,一般为10°左右。 随州异型管焊接容易受到风的影响,有时微风而产生气孔,所以风速在0.5m/sec以上的地方,都应当采取防风措施。 保护气体一般为二氧化碳气体,气体流量以20-25L/min较适宜。 随州异型管采用垂直外特性的电源,直流时采用正极性,焊丝接负极。 随州异型管为防止异型管焊接气孔之出现,焊接部位如有铁锈、油污等务必清理干净。 随州异型管焊嘴与异型管间的距离以15-25mm为宜。


长期以来<随州>乐道精密钢管厂家坚持“发展经济、服务社会”的经营宗旨,以随州无缝方管市场为导向,以科技为依托,科学管理,科学决策,不断总结积累生产技术经验,积极引进先进的生产技术和设备,努力提高生产技术水平,提高随州无缝方管产品科技含量,保持生产技术水平始终处于同行业较前位置。同时建立了一整套完善的售后服务体系,优化随州无缝方管服务质量,注重服务实效,健全市场管理。跟踪市场调查,反馈用户意见,诚实守信,满足用户要求,取得良好效果。通过不断努力,企业管理水平明显提高,随州无缝方管规模效益逐步扩大,企业综合实力不断增强,企业已迅速迈入经济健康发展的快车道,企业发展前景广阔。



