
别再错过任何细节!花费一分钟观看镀锌方矩管【热镀锌圆管】0中间商差价产品视频,让您的购买决策更加明智。
以下是:镀锌方矩管【热镀锌圆管】0中间商差价的图文介绍


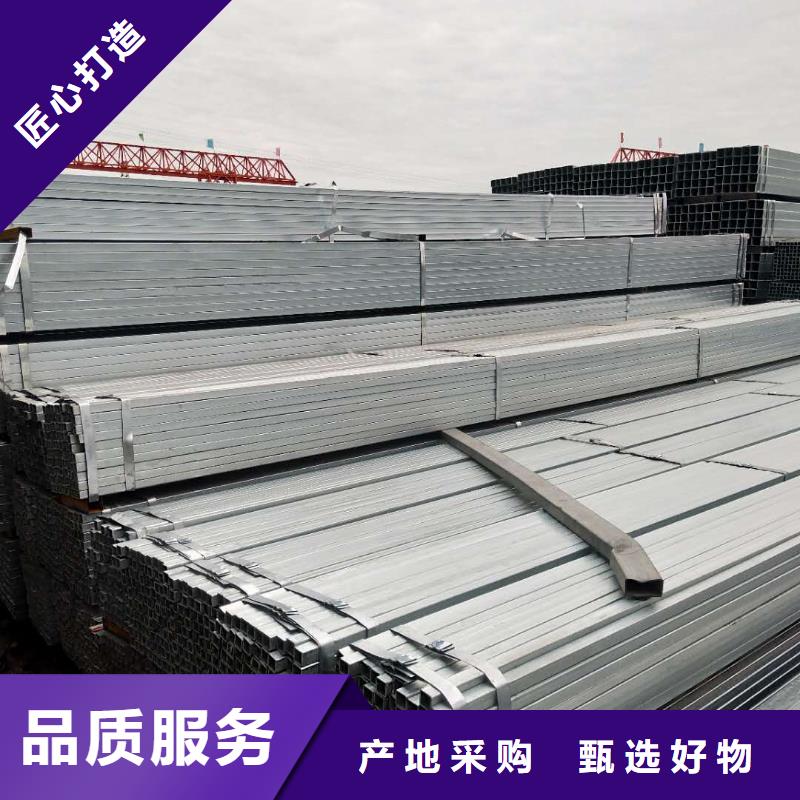
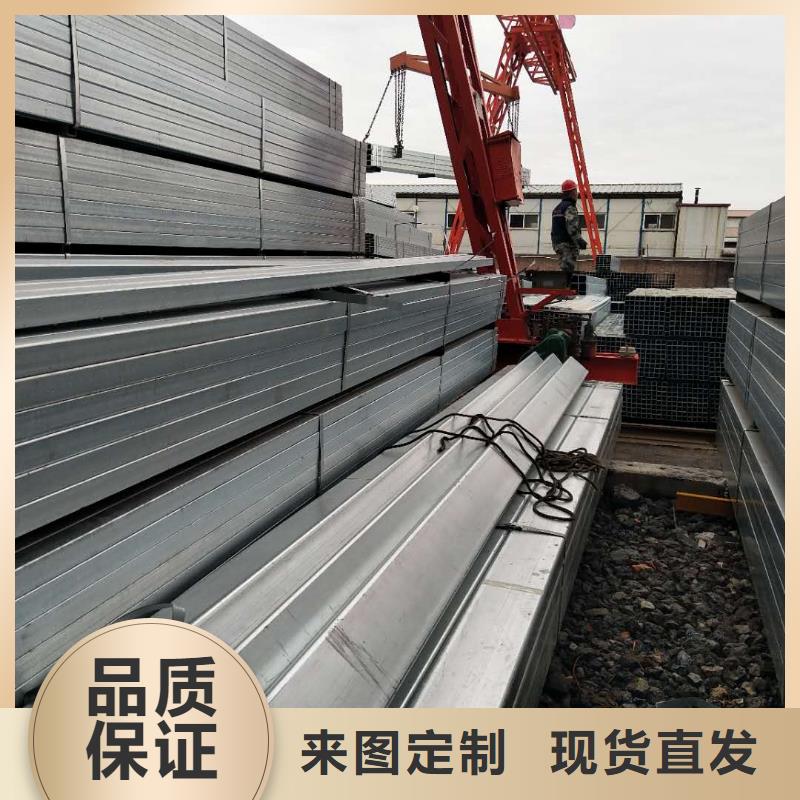
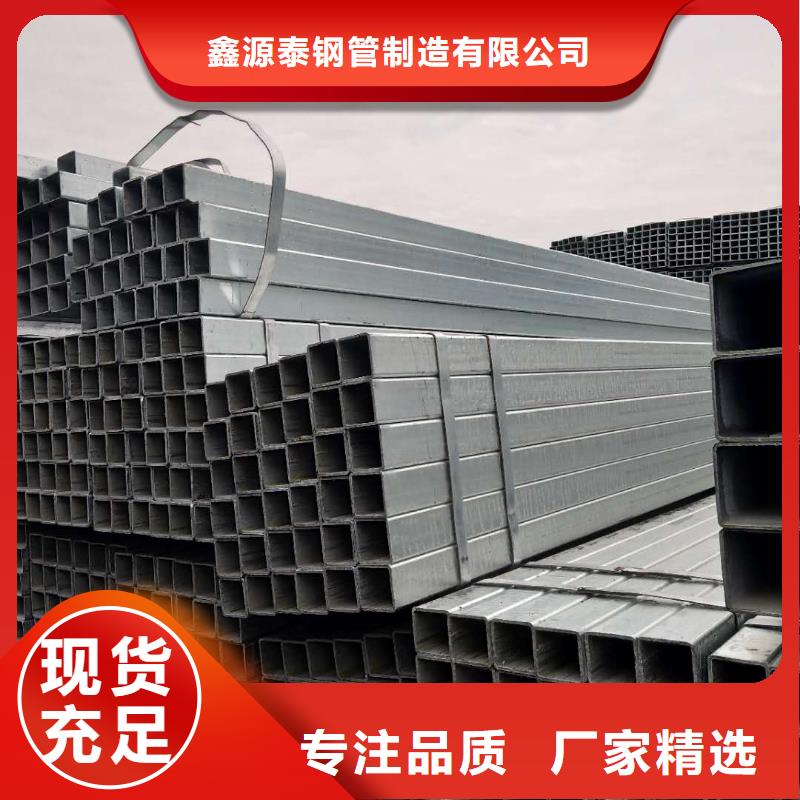
镀锌方矩管应用领域:广泛应用于机械制造、建筑业、冶金工业、农用车辆、农业大棚、汽车工业、铁路、公路护栏、集装箱骨架、家具、装饰以及钢结构领域等。
用于工程建筑、玻璃幕墙、门窗装饰、钢结构、护栏、机械制造、汽车制造、家电制造、造船、集装箱制造、电力、农业建设、农业大棚、自行车架、摩托车架、货架、健身器材、休闲和旅游用品、钢家具、各种规格的石油套管等流体输送、消防用及支架、建筑业等。
公司秉承“以德为本、以诚兴业”的经营理念,以质量取客户,以科技满足市场,逐步建成拥有自主创新能力和核心竞争力的现代创新型企业,成为鲁西 的生产、销售,加工一条龙服务的企业之一。



鑫源泰钢管制造有限公司始终坚持以用户至上,质量至上,信誉至上,服务至上为经营方针,我们将以优良的 河北邢台镀锌方管产品和好的服务与各界朋友真诚合作,共图发展,并且以优越的条件与贡献社会的理念,竭诚欢迎广大新老客户来我公司视察,探讨合作,我们将竭尽全力为您提供服务,携手共进,共创辉煌!


天津鑫源泰金属材料销售有限公司常年***销售冶钢、包钢、成钢、宝钢、天津、衡阳、承德等几大钢厂生产的无缝方矩管、无缝钢管、管线管、***合金、高温合金、工角槽、哈氏合金、钢板、软磁合金、电力用管以及部分(美标)进口合金管等。公司遵循诚信为本,***,***的宗旨,赢得广大客户的青睐,建立了***的销售网络,具有一定的***度。主营材质:Q345BCDE方矩管、20#方矩管Q235方矩管、美标方矩管、16mn方矩管、大口径方矩管、无缝钢管、管线管、***合金、高温合金、工角槽、哈氏合金、钢板、软磁合金等。执行标准:低中压锅炉管(GB3087-2008)高压锅炉管(GB5310-2013)高压合金管(GB5310-2013)化肥***管(GB6479-2013)石油裂化管(GB9948-2013)液压支架管(GB/T17396-2013)等。天津鑫源泰金属材料销售有限公司的经营方针是:以质量求生存,以产品求发展,以信誉保合作,以服务赢客户。我公司对产品质量和各项服务恪守合同说明,并愿与新老客户精诚合作,共创未来。公司精神:***是永恒的主题,超越是不懈的追求。“当先的产品,便利的服务,合理的价格”是我公司的经营宗旨。公司自备车队,全天侯服务,真诚期待与您的合作!



型号齐全:都可以定做 数量:单支可卖 价格:请致电 热镀锌方矩管厂家 联系人: 热镀锌(钢管)生产工艺: 上料→酸洗、水洗→溶剂→烘干→热镀锌→内、外吹→滚标、标识→钝化→检验→包装。 一、上料: 上料工应检查原料情况: 1、钢管的外表面不得粘有油污(特别是沥青油调合漆等油污),否则会造成大批不合格品。 2、钢管在生产后一定要矫直,钢管的内应力。 3、钢管外表面出现凹凸不平的腐蚀不能镀锌,否则将浪费大量盐酸。 4、钢管在运输过程中不能出现人为弯管。 5、用于热镀锌的钢管,不允许把标识物贴在钢管的内、外壁上,以免造成漏镀。 二、钢管的酸洗、水洗: 1、钢管的酸洗: 1)酸洗工在工作前必须穿戴好劳动保护用品,在工作中认真检查工作现场有无障碍、吊带是否完好无损,确认完好后方可进行工作。 2)酸洗主要采用盐酸酸洗,采用水来配制盐酸,盐酸含量为18~20%比较合适。 3)酸洗工工作前首先了解酸的浓度、温度及本槽酸洗管的吨位。 4)吊管时两根吊带要离开端头1.3米左右,防止吊弯钢管,造成镀锌管内漏;在往酸槽下管时,钢管要倾斜15°,先下自己站立的一端,防止喷酸伤人。 5)钢管每次酸洗,重量在2~5吨为宜,时间5~15分钟。 6)钢管在酸洗时要经常振动,在振动过程中要把钢管平放在酸槽的横条石上,反复起动一侧吊带3次后再起动另一侧吊带3次,重复两次后再吊起;振动上升角度不大于15°。 7)酸槽加温时,先将蒸汽管固定牢固后再打开蒸汽阀门。 8)天车吊管进、出酸槽时,不得撞击槽壁,防止损坏酸槽。 9)钢管的欠酸洗的主要原因: (1)钢管在进料时要严格检查,要做到不合格钢管不投入酸洗。。 (2)钢管在振动时不认真操作。 (3)酸洗时间及盐酸含量不足。 10)钢管过酸洗的主要原因: (1)盐酸含量过高。 (2)酸洗时间过长。 11)酸洗后检查钢管外表面是否光滑、有无残留氧化铁皮、有无油垢污染钢管表面。 2、钢管的水洗: 1)钢管的水洗要在流动的清水槽中进行,水洗时要将钢管全部浸在水中,把酸洗吊带放松,起落三到四次。 2)水洗后,要将钢管内的水控净,尽快进行溶剂,以防止钢管氧化。 3)清洗水铁盐含量标准不得超标,无其他杂物,保持干净透明。 4)在洗管时,严禁操作人员跨越酸洗槽,防止滑倒或掉入酸槽伤人。 三、钢管的溶剂: 1、钢管进入溶剂槽内,把吊带放松到钢管全部浸入溶剂内,不允许钢管表面露出溶剂表面。等钢管两端不冒气泡为止,再吊起钢管的一侧上下振动,吊起钢管控净溶剂后进入烘干台架。 2、钢管在溶剂过程中钢管的倾斜角度不大于15°。 3、钢管在溶剂中浸泡时间为60~120秒,当班回镀管浸泡3~5分钟,接班回镀管浸泡5~10分钟。 4、溶剂温度:常温保持溶剂干净。 5、溶剂后的钢管,不要粘上其它脏物,不要淋上水,放入烘干台架摆平;放到烘干台架上的钢管,不允许人到钢管上面去踏,如必须上去,双脚必须涂上氯化铵后再到管上去作业。 四、烘干: 1、溶剂合格后的钢管放在烘干受料台架上,将钢管齐头一侧放在锌锅前侧和第二个磁力辊前侧成直角摆平;弯度较大的管放在后面或者矫直后放在受料架上。 2、烘干炕主要作用是把钢管表面的水份烘干,另一方面是钢管本身的温度,防止溅锌伤人,也不带走锌锅内的热能,促使锌铁合金层的加快生成。 3、烘干炕温度为80℃~180℃,钢管的干燥时间为3~7分钟,也可根据钢管的规格、壁厚不同掌握烘干温度;干燥工要随时检查钢管的干燥程度,防止时间不足进入锌液中溅锌伤人;烘干时不要超温,防止把溶剂烘焦。联系人: 联系人:

