



为了让您更地了解我们的不锈钢复合管护栏道路防撞护栏细节展示产品,只需花费一分钟时间,您就能发现更多令人心动的细节和优势,为您的购物体验增添更多惊喜。
以下是:不锈钢复合管护栏道路防撞护栏细节展示的图文介绍

不锈钢复合管栏杆要文明施工不锈钢复合管护栏施工前,必须对工人进行教育与培训工作。监督工人必须严格按照建筑施工操作规程的要求施工,杜绝人员伤亡事故的发生。不锈钢/碳素钢复合管产品简介 碳钢,特别是Q系列碳素结构钢,具有较高的抗弯强度、良好的抗冲击性能和抗疲劳极限以及低廉的价格,从而使其成为国民经济建设的基础性材料,但碳素结构钢其主元素铁的金属活泼性,在大气中就很容易氧化锈蚀,更不用说在有腐蚀介质或特殊(潮湿、阴暗)环境里。我们每年用于其防腐投资以及因其自然腐蚀而导致的经济损失,就以数千亿元计,因腐蚀而导致重大事故更是不胜枚举。 不锈钢,以其优异的耐腐、耐磨、耐热和其闪亮、豪华的表面,而广泛应用于国民经济的各领域。受我国镍资源缺乏所限,不锈钢需求很大程度上依赖进口,价格比较昂贵,不锈钢的普及及应用在一定程度上受带了制约。将不锈钢和碳素结构钢两种金属材料,采用高科技无胶压力同步复合,是复合新材料领域的一次重大创新! 无胶压力不锈钢复合管不仅显著改善传统钢管的表面缺陷和使用性能,而且兼具不锈钢良好的抗腐耐磨性和卓越美观的华丽外表,是装饰和负荷完美结合,节能和廉价有机统一,符合大力发展复合新材料产业政策,因而受到各级政府的重视和支持。⑴、施工前应先进行现场放样,并计算出各种杆件的长度。 ⑵、按照各种杆件的长度准确进行下料,其构件下料长度允许偏差为1mm。 ⑶、选择合适的焊接工艺,焊条直径,焊接电流,焊接速度等,通过焊接工艺试验验证。 ⑷、脱脂去污处理:焊前检查坡口、组装间隙是否符合要求,定位焊是否牢固,焊缝周围不得有油污。否则应选择中性洗涤剂或其它化学药品用不锈钢丝细毛刷进行刷洗,必要时可用角磨机进行打磨,磨出金属表面后再进行焊接。 ⑸、焊接时应选用较细的不锈钢焊条(焊丝)和较小的焊接电流。焊接时构件之间的焊点应牢固,焊缝应饱满,焊缝金属表面的焊波应均匀,不得有裂纹、夹渣、焊瘤、烧穿、弧坑和针状气孔等缺陷,焊接区不得有飞溅物。


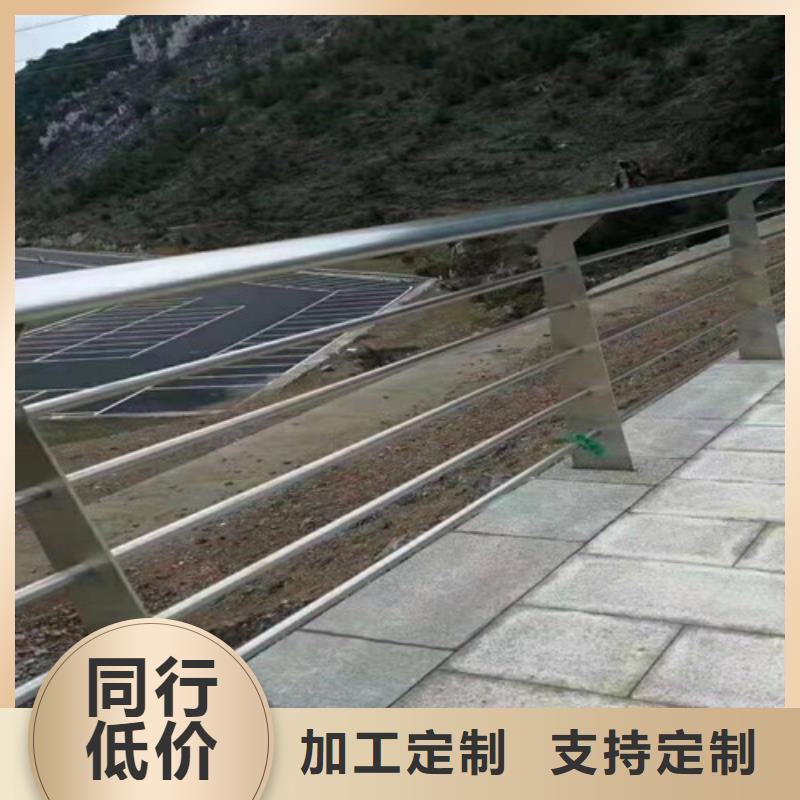
不锈钢复合管由不锈钢和碳素结构钢两种金属材料采用无损压力同步复合成的新材料,兼具不锈钢抗腐蚀耐磨和出色外表,以及碳素钢良好的抗弯强度及抗冲击性,契合节能及进步的准绳。不锈钢复合管还大量应用于栏杆,那么不锈钢复合管护栏的设置原则是什么呢?
不锈钢复合管护栏设置应遵循以下几个原则:
1、车辆驶出路外有可能造成二次特大事故的路段必须设置路侧不锈钢复合管护栏。
2、凡符合下列情况之一、车辆驶出路外有可能造成单车特大事故或二次重大事故的路段必须设置路侧不锈钢复合管护栏:
(1)二级及以上等级公路边坡坡度和路堤高度规定范围之内的路段;
(2)路侧有江、河、湖、海、沼泽、航道等水域的路段。
3、凡符合下列情况之一、车辆驶出路外有可能造成重大事故的路段,应设置路侧不锈钢复合管护栏:
(1)二级及以上等级公路边坡坡度和路堤高度规定范围以内的路段;
(2)高速公路、一级公路路侧净区内设有车辆不能穿越的照明灯、摄像机、可变信息标志、交通标志、路堑支撑壁、声屏障、上跨桥梁的桥墩或桥台等设施的路段;
(3)二级及以上等级公路路侧边沟无盖板、车辆无法穿越的挖方路段;
(4)三、四级公路路侧有悬崖、深谷、深沟等的路段。



努力成为客户依赖的企业-众英金属科技有限公司,公司主营: 山西长治镀锌管景观护栏

不锈钢复合管护栏在进行制作的过程中也是要掌握一步就是焊接,焊接不锈钢复合管护栏要求的技术是比较高超的,焊接的工艺和制作的流程都是严谨的,尤其是焊接的类型以及焊接的方式要注意合理进行操作,这样的话才能够使得它的质量有着稳定的上升。常用的不锈钢复合管护栏焊接由以下的方式进行的:
:手工焊:手工焊是一种非常普遍的、易于使用的焊接方法.电弧的长度靠人的手进行调节,它决定于电焊条和工件之间缝隙的大小.同时,当作为电弧载体时,电焊条也是焊缝填充材料。
第二:MIG/MAG焊接:这是一种自动气体保护电弧焊接方法.在这种方法中,电弧在保护气体屏蔽下在电流载体金属丝和工件之间烧接.机器送入的金属丝作为焊条,在自身电弧下融化.
第三:TIG焊接:电弧在难熔的钨电焊丝和工件之间产生.这里使用的保护气体是纯氩气,送入的焊丝不带电.焊丝既可以手送,也可以机械送.也有一些特定用途不需要送入焊丝.被焊接的材料决定了是采用直流电还是交流电.采用直流电时,钨电焊丝设定为负极.因为它有很深的焊透能力,对于不同种类的钢是很合适的,
:手工焊:手工焊是一种非常普遍的、易于使用的焊接方法.电弧的长度靠人的手进行调节,它决定于电焊条和工件之间缝隙的大小.同时,当作为电弧载体时,电焊条也是焊缝填充材料。
第二:MIG/MAG焊接:这是一种自动气体保护电弧焊接方法.在这种方法中,电弧在保护气体屏蔽下在电流载体金属丝和工件之间烧接.机器送入的金属丝作为焊条,在自身电弧下融化.
第三:TIG焊接:电弧在难熔的钨电焊丝和工件之间产生.这里使用的保护气体是纯氩气,送入的焊丝不带电.焊丝既可以手送,也可以机械送.也有一些特定用途不需要送入焊丝.被焊接的材料决定了是采用直流电还是交流电.采用直流电时,钨电焊丝设定为负极.因为它有很深的焊透能力,对于不同种类的钢是很合适的,

