




使用数控钢筋弯曲中心,建议大家每周都对设备进行一个简单的维护,对设备进行维护可以保证设备运行流畅,也能使数控钢筋弯曲中心更加稳定。
3、对于高硬度以及低合金钢筋来说,需要按照机械铭牌所规定的限制直径,并且对芯轴进行相应的调换。4、弯曲钢筋的作业半径之内,与机身没有设置固定的一侧,不允许站人,已经弯曲好的半成品应当堆放整齐,弯钩禁止向上。5、转盘换向不得在机器尚未停稳的时候进行。以上就是钢筋笼绕丝机在使用过程中需要禁止的一些事项,钢筋弯箍机操作完成之后都要对现场进行清理,对机械进行必要的保养,注意要断电锁箱。钢筋笼滚焊机设备有哪些?绕筋机钢筋笼滚焊机设备介绍:按接头形式的不同,滚焊可分为搭接滚焊、压平滚焊、垫箔带零件对接滚焊、铜线电极滚焊、辅助夹具滚焊等1、搭接滚焊同点焊一样,搭接接头可用一对滚轮或用一个滚轮和一根芯轴电极进行滚焊,接头的搭接量与点焊相同。搭接滚焊通常用的双面[1]滚焊外,还有单面单缝滚焊、单面双缝滚焊和小直径圆周滚焊等,当板件宽大或其他原因限制滚盘从两面接近工件时,可以采用单面滚焊。

2、新项目当场技术人员依据必须工程施工位置的设计图整体规划所截钢筋下料长短,在建筑钢筋区开料激光切割。3、建筑钢筋放进量尺寸明确的胎墙上开展激光切割开料后迁移到套丝去滚丝,滚丝后的建筑钢筋务必历经边缘打磨抛光整平后,即可进到下一条工艺流程。4、依据设计构思间隔调节主筋部位,箍筋根据在成形机中键入的间隔,全自动围绕;箍筋与主筋的联接,选用二氧化碳维护电焊焊接(别名二保焊)红梅花形碰焊,降低焊穿,确保联接品质。5、每节灌注桩制做进行后,下节灌注桩在成形机上开展组拼,组拼及格后吊离上每节灌注桩,确保各种电气灌注桩的连接精密度。绕筋机6、生产加工好的灌注桩在储放区运送至灌注桩储放区,设定契形马镫固定不动两边,避免建筑钢筋翻转。
还有重要的就是数控钢筋弯曲中心的芯轴,挡块和转盘等都要每月检测一次,因为这些部件都是容易磨损的,经常检测不会对设备造成影响。 滁州钢筋笼加工设备品质可靠
滁州钢筋笼加工设备品质可靠
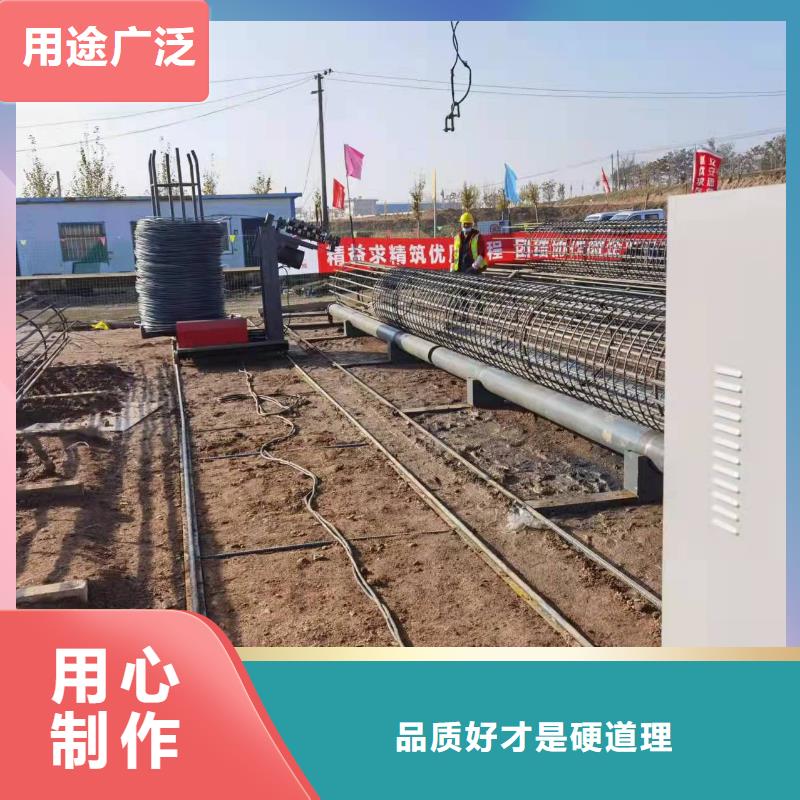
主机;含机架、底座、胶辊、传动系统等。铁辊旋转带动钢筋笼转动,按图纸设计间距,配合小车移动缠绕箍筋成型。一般不建议在设备上进行骨架制作,会影响生产线效率。需要在设备上制作骨架时(人员少,工作量不足,无机械连接、单节钢筋笼等情况),可按人工制作方式生产,利用胶辊带动骨架转动,可完成全部主、箍筋焊接生产。完工的骨架不下设备,继续进行绕筋工作。还可在机器上点动钢筋笼,完成焊接保护块的工作。机器上骨架制作过程;备齐一节钢筋笼所需箍筋按位置平放两胶辊上,将*一根主筋抬放于胶辊长度上方,调整好起始尺寸,竖直箍筋,主筋靠着箍筋单面施焊,待主筋转至上方再补焊。焊完一节主、箍筋,低速转动胶辊,抬第二根主筋准备焊接。此时按选定生产工艺确定旋转方向,采用卡具(比子)制作骨架时,待第二根主筋或多根主筋焊完后,主筋下行。若采用挂钩工艺则反向旋转,应注意多根主筋焊好后有可能出现偏重,可将骨架旋转在对面位置或错开几根位置后再开始分度焊接,补齐焊完全部主筋。若采用划线分度工艺,则不分旋转反向。用其他方式制作骨架时,考虑骨架存放区布置,更可以采用骨架模具生产骨架。人工生产骨架要注意整体布局,合理安排场地,骨架制作、骨架存放与转运,各工序之间尽可能互不干扰,过程流畅,尽可能实现流水线生产方式。小车部分;车架、圆盘、放线器、轨道、行走轮、电机等组成。钢筋笼绕筋机,主要由小车部分(包含钢筋承接圆盘、防线调直器、轨道)、动力柜(数控记忆作业参数)、传动结构(电机、滚笼支架)组成。主要适用于高层建筑、高速公路、高速铁路、大型桥梁等大型工程混凝土结构内主骨架钢筋的弯曲加工。特点:1.速度快:待工状态2个可全程生产,正常工况3-6人可生产10-20多节钢筋笼。2.:机械化作业不受人为因素影响,长时间工作可不变。3.适合各种主筋箍筋数量,形式、型号、大小、长度的设计要求,不会因设备功能而影响钢筋笼设计或不能上机生产。4.转运便捷:组合式设计使搬运、安装、生产等不依赖起重设备,适应工厂化大批量固定生产和施工现场分散的机业。5.流水线形式:施工不受各工序影响,不间断完成主筋箍筋焊接成型,绕筋施焊等全部。6.采用螺纹连接技术可,帮助钢筋笼分解、安装速度。
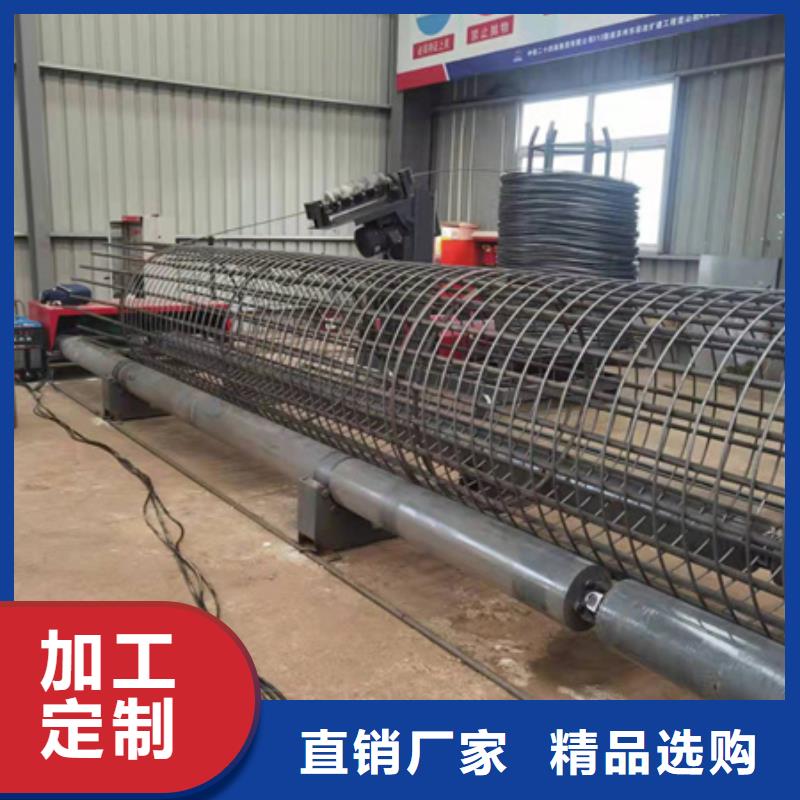
jmc钢筋笼绕筋机制作钢筋笼介绍;钢筋骨架做好平行机器辊筒上边,盘圆放进盘圆架通过调直,把箍筋焊接在骨架上,然后同时运转,骨架原地转动,行走拉着盘圆送丝。一次均匀缠绕在骨架上。钢筋笼绕筋机备齐一节钢筋笼所需箍筋按位置平放两铁辊上,将一根主筋抬放于胶辊长度上方,好起始尺寸,箍筋,主筋靠着箍筋单面施焊,待主筋转至上方再补焊。焊完一节主、箍筋,低速转动铁辊,抬第二根主筋焊接。此时按选定生产工艺确定方向,采用卡具(比子)制作骨架时,待第二根主筋或多根主筋焊完后,主筋下行。若采用挂钩工艺则反向,应注意多根主筋焊好后有可能出现偏重,可将小车部分;车架、圆盘、放线器、轨道、行走轮、电机等组成。圆盘用于缠绕筋存放,绕筋通过放线器连接于骨架,骨架、小车直行,缠绕筋拉动圆盘自行转动。调速;按绕筋间距要求的10倍在车轮下方做记号,数钢筋笼转10圈整,测量小车行走距离,变频调速至接近该数值为宜,并记住变频调定值备用。也可直接在钢筋笼上测量与要求的间距值。在主机速度确认不变后,根据变频器初始参数0-50均分并计算,可以快时间调到所需数值。确认的一个或几个数值记录备用。场地足够时可以不用小车上的圆盘,在一定距离上将盘圆材料后倒卧放,缠绕筋直接通过放线器进行绕筋工作,也可以用调直机配合使用。铁辊带动钢筋笼转动,按图纸设计间距,配合小车缠绕箍筋成型。

