



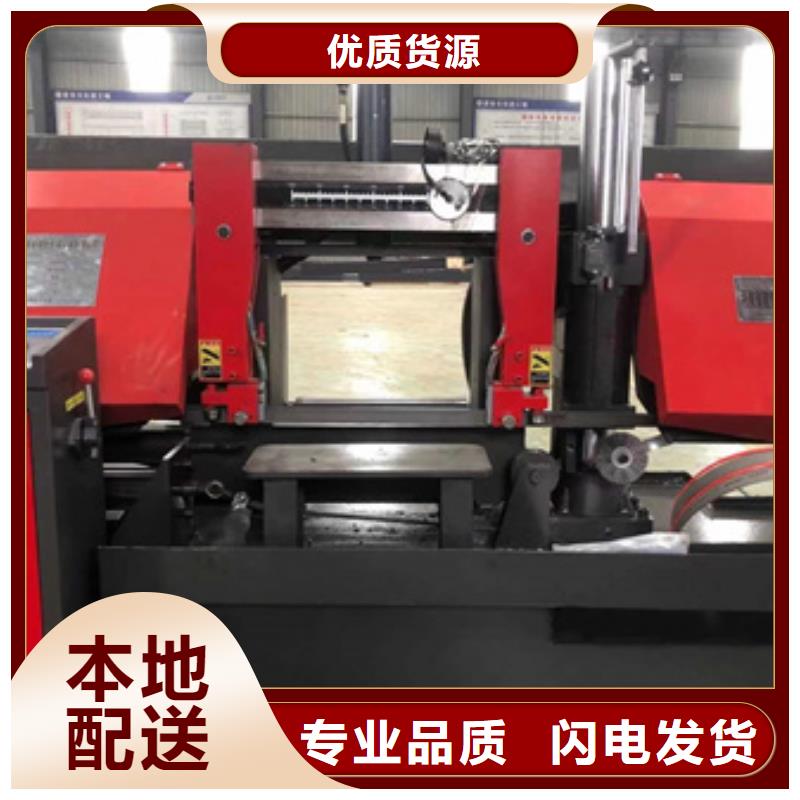


产品特点:
1.切削速度液压控制,无极调速。
2.导向块结构科学合理,延长锯条的使用寿命。
3.双立柱结构,操作平稳。
4.锯切稳定,精度高。
5.工件夹紧采用手动夹紧,操作方便。
6.可定制三向液压加紧装置。
一侧(多是外侧)受到损伤。1.锯床原因:由于液压系统出现泄漏、调速阀失控等原因造成锯架不能够平稳下降,出现锯带抖动切削,造成了锯斜。再有,如果锯床两个导向臂间距过大、锯带张力不够、导向块有磨损及锯带夹装不好,都会直接影响到锯切质量,进而延伸出现锯斜。2.操作原因:我们重点讲一下因操作不良导致的锯斜。因操作造成锯斜的比例约占90%以上,典型的表现是:安装上新的锯带,不做任何检查、调整,更不进行新带的初期磨合,便使用了高速切削。由于切削进给量比较大,锯齿处在极限的切削状态,在这种情况下,由于新锯带齿刃十分。
很多人在使用带锯床锯条中会问的带锯条的规格,规格参数在带锯条的锯身上有表示。而这一问题还是有人提出造成的原因多是由于带锯条的各项参数对于切割材料和参数影响较大,对于安装规格方面的影响并不是很大。多是对带锯条的不了解造成的。
对于参数安装过程中一般多是调整带锯条的张紧力,当然例如带锯床锯轮的跳动、导向轮和锯条之间的间隙、锯夹到锯条的间距等也是要注意的。
为重要的是即使的发现问题,这非常有助于解决带锯床锯条报废率,比如带锯条的断带,它的发生时需要一个过程的,因此正常情况下发现有问题需要即使的修复,使用焊接等方法解决,如果不注意在小口时候的解决就会发生断带。带锯条的更替使用时有很多好处的,不仅可以将应力释放还可以在检查的过程中发现问题。

很多人在使用带锯床锯条中会问的带锯条的规格,规格参数在带锯条的锯身上有表示。而这一问题还是有人提出造成的原因多是由于带锯条的各项参数对于切割材料和参数影响较大,对于安装规格方面的影响并不是很大。多是对带锯条的不了解造成的。
对于参数安装过程中一般多是调整带锯条的张紧力,当然例如带锯床锯轮的跳动、导向轮和锯条之间的间隙、锯夹到锯条的间距等也是要注意的。
为重要的是即使的发现问题,这非常有助于解决带锯床锯条报废率,比如带锯条的断带,它的发生时需要一个过程的,因此正常情况下发现有问题需要即使的修复,使用焊接等方法解决,如果不注意在小口时候的解决就会发生断带。带锯条的更替使用时有很多好处的,不仅可以将应力释放还可以在检查的过程中发现问题。
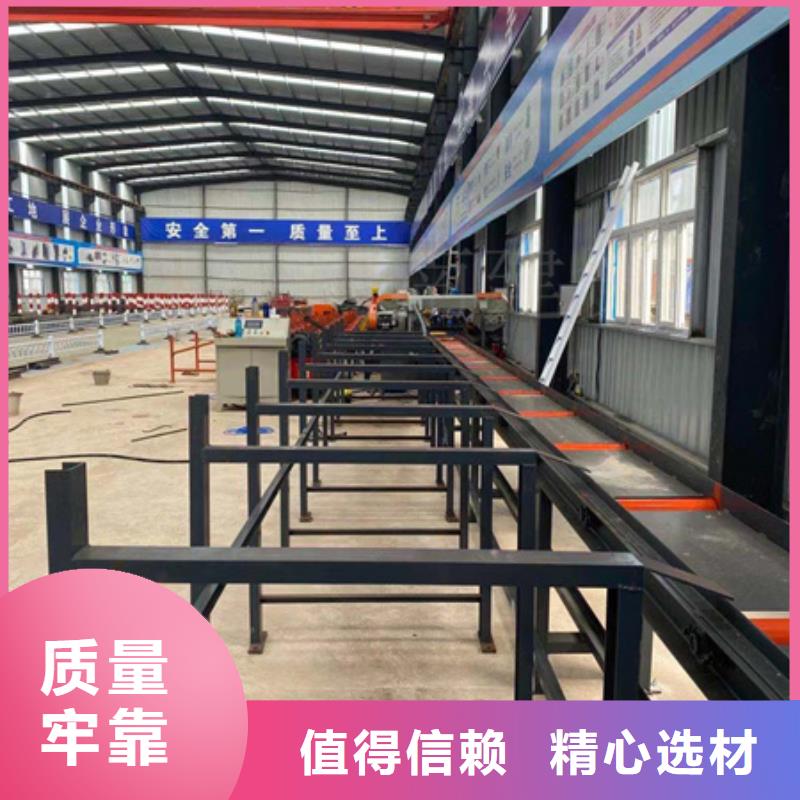
<果洛>建贸机械设备有限公司 供应钢筋带锯床-实体厂家可定制 <果洛>建贸机械设备有限公司锯带压力及进给速率:锯带的压力及进给速率由材料的种类、材料的宽度所决定。
1、较硬的材料和较大宽度的材料要用较大的压力和进给速率;
2、较软的材料和较小的宽度要用较小的压力和进给速率
四、轮廓锯切:请根据您所需要锯切材料,选择***的锯条种类;再根据您所需要锯切材料的小弧度(半径),选择锯条的宽度。弧度(半径)越小,锯条的宽度越窄。
锯条张力:在用一根新的锯条锯切之前,应首先检查其张力。如有必要,在少量锯切后进行拉紧。Cybote双金属带锯条的预拉紧应力为250—300N/mm2。
带锯床导向:锯切精度取决于带锯条导向装置的设置:装置越靠近材料,锯切精度越高。
冷却与润滑:大多数的金属锯切过程中,冷却与润滑是不可缺少的。对于铸铁、黄铜、以及一些非金属材料,如塑料和石墨等,在加工时可以或不必进行润滑。
 jmc
jmc
安装锯条后必须检查锯条的张紧度,若锯条张不紧易产生锯斜。检查方法:当导向支架调整锁紧后,将大拇指放到两支架内侧锯条的中间部位,用力推动锯条,锯条有一定的力就可以了。
锯弓应缓慢,不得冲击放下来时。在切割过程中严禁操作人员离开岗位,严禁戴手套。每班必须断开电源,打开护罩,取出带到锯轮附近的芯片,进行日常维护和清洁工作。 尤其需要注意的是:拆卸下来的螺丝钉一定要放在专门的盒内,以免丢失,装配后,盒内的东西应全部用上,否则装配不完整。带锯床切割精度的高低与带锯条有着直接的关系。首先新的带锯条要磨合,做磨合切削目的是为了锯齿在加工后余留的细误差。
