




精心打磨的产品视频已准备就绪,它将带您深入【绗磨管,研磨缸筒使用方法】的魅力世界,让您重新发现产品的无限可能。
以下是:【绗磨管,研磨缸筒使用方法】的图文介绍


小口径绗磨管尺寸偏差的计算方法1.小口径珩磨管检查台作用在成品检查台上,对称品合金钢管要逐支进行管径、壁厚的测量,精密管,同时进行内外表面质量的检查。2.小口径珩磨管尺寸偏差的计算方法—小口径珩磨管外径偏差的计算正偏差=(D 大-D 公)/D 公×负偏差=(D 小-D 公)/D 公×外径公差范围=正偏差+负偏差3.小口径珩磨管壁厚偏差计算正偏差(+△S)= S max ? S公 × S公 S max ? S公 S公 ×负偏差(-△S)= 壁厚公差范围=正偏差+负偏差



工厂直供,采用卓越工艺,精挑材质值得信赖,量大更优惠。主营产品 四川自贡油缸管,厂家直供质量保障按需定制|售后服务。我公司凭借“过硬的产品,优良的制作,负责的态度,良好的信誉”赢得了市场和长期合作伙伴。可按照客户需求定做,请买家在下单前咨询我们确认所需产品的参数。欢迎来电咨询或来我厂参观。


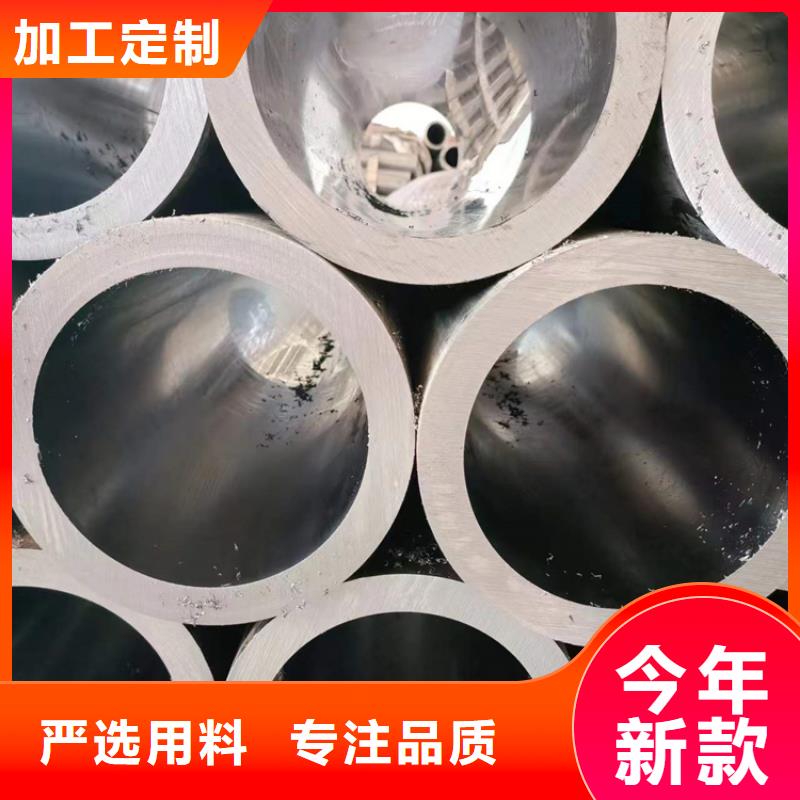
因为精密钢管內外壁无空气氧化层、承担髙压无渗漏、高精密、高光滑度、冷拔不形变、扩口、挤扁无缝隙等优势,因此关键用于制造气动式或液压件的商品,如汽缸或液压缸,全是用无缝钢管。精密钢管的成分有碳C、硅Si、锰Mn、硫S、磷P、铬Cr。绗磨管采用加工工艺油缸管采用滚压加工,由于表面层留有表面残余压应力,有助于表面微小裂纹的封闭,阻碍侵蚀作用的扩展。从而提高表面抗腐蚀能力,并能延缓疲劳裂纹的产生或扩大,因而提高绗磨管疲劳强度。通过滚压成型,滚压表面形成一层冷作硬化层,减少了磨削副接触表面的弹性和塑性变形,从而提高了绗磨管内壁的耐磨性,同时避免了因磨削引起的烧伤。滚压后,表面粗糙度值的减小,可提高配合性质。


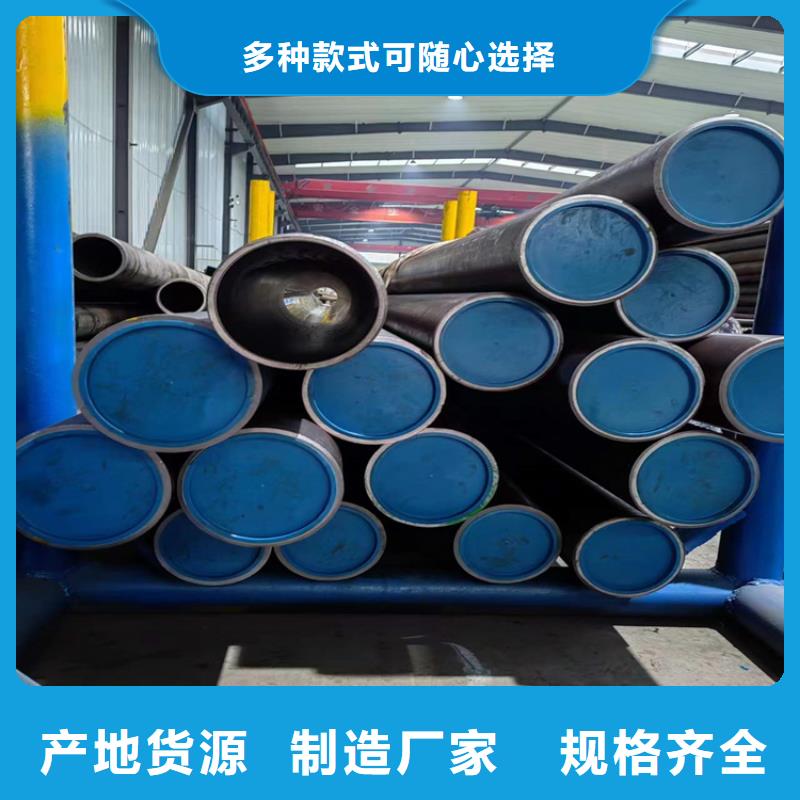
主营材质:20#珩磨管、Q235、20G、35#、45#珩磨管、16Mn、Q345、40Cr、27SiMn绗磨管、12Cr1MoV、10CrMo910、15CrMo、35CrMo、42CrMo。广泛应用:工程机械、冶金机械、塑料机械、启闭机械、矿山机械、道路施工机械、纺织机械等多个行业。加工形式:1.冷轧2.冷拔3.珩磨4.滚玉热轧绗磨油缸管后的区别:热轧精密钢管用连铸圆管坯板坯或初轧板坯作原料,经步进式加热炉加热,高压水除鳞后进入粗轧机,粗轧料经切头、尾、再进入精轧机,实施计算机 控制轧制,终轧后即经过层流冷却和卷取机卷取、成为直发卷。直发卷的头、尾往往呈舌状及鱼尾状,厚度、 宽度精度较差,边部常存在浪形、折边、塔形等缺陷。其卷重较重、钢卷内径为760mm。将直发卷经切头、 切尾、切边及多道次的矫直、平整等精整线处理后,再切板或重卷,即成为:热轧钢板、平整热轧钢卷、纵切带等产品。热轧精整卷若经酸洗去除氧化皮并涂油后即成热轧酸洗板卷。



