

想知道【直缝管】合金钢板欢迎来厂考察产品为何如此受欢迎?观看视频,答案自在其中。
以下是:【直缝管】合金钢板欢迎来厂考察的图文介绍
钢兴钢管 有限公司不仅有技艺精湛的 河南信阳12Mn无缝钢管技术人员和经验丰富的售后服务队伍。而且紧跟潮流,将互联网技术应用到公司生产经营 河南信阳12Mn无缝钢管的各个环节中,积j i开展互联网营销,及时提供公司新 河南信阳12Mn无缝钢管产品信息和技术服务。为用户提供完善的服务。


连续扭转成型工艺采用芯棒扭转成型,是用卷制法将平整的钢板通过一个纵向夹钳夹住及三辊卷板,加工成较长节段的圆管筒。卷板成型机由三辊组成,上辊为成型辊,固定着纵向夹钳,为主动辊,其直径大小需按生产规格而变换。下辊为两个从动辊,其直径一定,位置固定,不随生产钢管规格而变动,起着限位、固定、支撑等作用。连续扭转生产线由于本身具有更换规格快而简单,品种灵活,产品规格范围大,可生产规格范围内的任意直径尺寸的钢管等特点。但在生产不同直径和壁厚尺寸组合的钢管时,需要很多成型芯辊,造价较大,并且小直径、大长度的焊管成型精度较差,防偏装置接触处的质量得不到有效的控制。



埋弧直缝焊接钢管的自动超声探伤工艺流程及程控方案?
LSAW直缝焊接钢管自动超声检测工艺流程的主要程序包括:系统启动、焊管上料、焊管传送、焊管转动、焊管夹紧定位、焊缝探伤、喷标、焊管夹具松开、焊管分选、焊管出料等内容。具体过程如下:系统启动:按下启动按钮后。探伤系统电源通;若电源电压检测正常,则开始进行焊管上料:若电压检测不正常,报警器发出报警号并断掉电源。焊管定位:压力传感器检测到焊管经上料系统到达传送轨道后。开始送进焊管;焊管触碰到管前端行程开关后,钢管送进停止;钢管转动,使焊缝处于12钟点位置;然后焊管夹具夹紧钢管,若压力传感器在规定时间内检测到夹紧力达到预定值。则进行下一工序;若在规定时间内夹紧力不能达标。则夹持检测报警系统启动,开始发出报警号。这时应按下急停按钮,检查焊管夹持机构。焊缝探伤:当焊管夹紧检测正常后.耦合剂开始喷出,超声检测探头下压与焊管管体接触,焊管工进并开始探伤;若焊缝有缺陷存在,则焊管停止工进,探头抬起,喷标识;之后探头再次下压,钢管工进、探伤,直到焊管末端与管末端行程开关触碰后停止工进,耦合剂停止喷洒,探头抬起并复位。之后焊管快进,到达焊管分选机构。焊管分选:焊管停止快进,焊管夹具松开;光电传感器检测焊管是否有缺陷标识。若有缺陷标识号输入,则将焊管向前传送至伤管出口;若无缺陷标识号输入,则钢管直接出料至合格焊管出口。至此,一个流程结束,开始下一个循环。
LSAW直缝焊接钢管自动超声检测工艺流程的主要程序包括:系统启动、焊管上料、焊管传送、焊管转动、焊管夹紧定位、焊缝探伤、喷标、焊管夹具松开、焊管分选、焊管出料等内容。具体过程如下:系统启动:按下启动按钮后。探伤系统电源通;若电源电压检测正常,则开始进行焊管上料:若电压检测不正常,报警器发出报警号并断掉电源。焊管定位:压力传感器检测到焊管经上料系统到达传送轨道后。开始送进焊管;焊管触碰到管前端行程开关后,钢管送进停止;钢管转动,使焊缝处于12钟点位置;然后焊管夹具夹紧钢管,若压力传感器在规定时间内检测到夹紧力达到预定值。则进行下一工序;若在规定时间内夹紧力不能达标。则夹持检测报警系统启动,开始发出报警号。这时应按下急停按钮,检查焊管夹持机构。焊缝探伤:当焊管夹紧检测正常后.耦合剂开始喷出,超声检测探头下压与焊管管体接触,焊管工进并开始探伤;若焊缝有缺陷存在,则焊管停止工进,探头抬起,喷标识;之后探头再次下压,钢管工进、探伤,直到焊管末端与管末端行程开关触碰后停止工进,耦合剂停止喷洒,探头抬起并复位。之后焊管快进,到达焊管分选机构。焊管分选:焊管停止快进,焊管夹具松开;光电传感器检测焊管是否有缺陷标识。若有缺陷标识号输入,则将焊管向前传送至伤管出口;若无缺陷标识号输入,则钢管直接出料至合格焊管出口。至此,一个流程结束,开始下一个循环。



直逢焊钢管与螺旋焊钢管有什么不同?
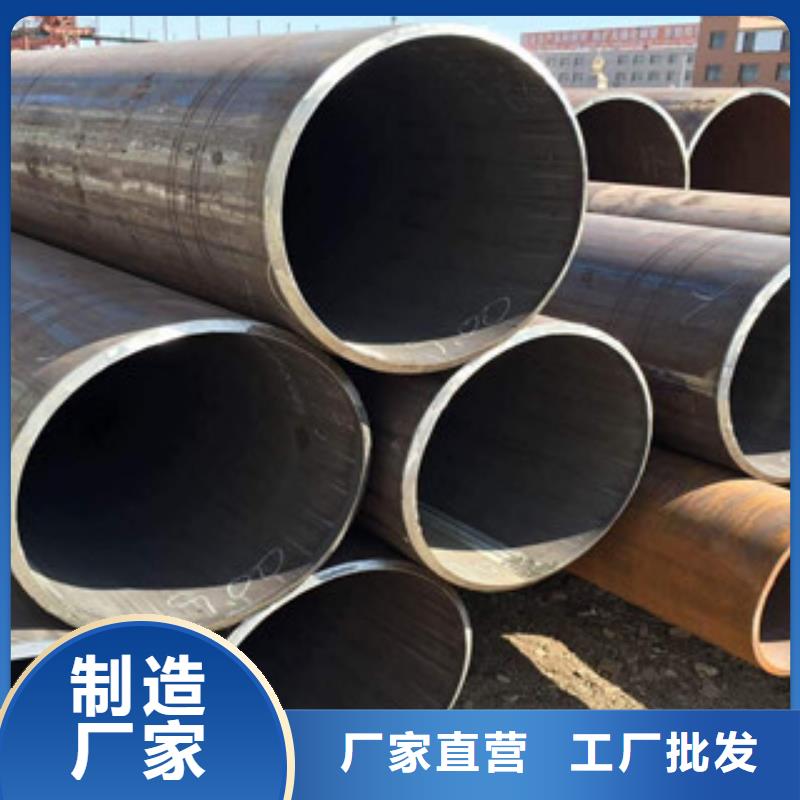
螺旋焊接钢管螺旋焊接钢管是指用钢带或钢板弯曲变形为圆形、方形等形状后再焊接成的、表面有接缝的钢管。按焊接方法不同
可分为电弧焊管、高频或低频电阻焊管、气焊管、炉焊管、邦迪管等。按焊缝形状可分为直缝焊管和螺旋焊管。电焊钢管用于石油钻采和机械 制造业等。炉焊管可用作水煤气管等,大口径直缝焊管用于高压油气输送等;螺旋焊管用于油气输送、管桩、桥墩等。焊接钢管比无缝钢管成本低、生产效率高。
直缝焊管生产工艺简单,生产效率高,成本低,发展较快。螺旋焊管的强度一般比直缝焊管高,能用较窄的坯料生产管径较大的焊管,还可以用同样宽度的坯料生产管径不同的焊管。但是与相同长度的直缝管相比,焊缝长度增加30~,而且生产速度较低。因此,较小口径的焊管大都采用直缝焊,大口径焊管则大多采用螺旋焊。
螺旋焊接钢管螺旋焊接钢管是指用钢带或钢板弯曲变形为圆形、方形等形状后再焊接成的、表面有接缝的钢管。按焊接方法不同
可分为电弧焊管、高频或低频电阻焊管、气焊管、炉焊管、邦迪管等。按焊缝形状可分为直缝焊管和螺旋焊管。电焊钢管用于石油钻采和机械 制造业等。炉焊管可用作水煤气管等,大口径直缝焊管用于高压油气输送等;螺旋焊管用于油气输送、管桩、桥墩等。焊接钢管比无缝钢管成本低、生产效率高。
直缝焊管生产工艺简单,生产效率高,成本低,发展较快。螺旋焊管的强度一般比直缝焊管高,能用较窄的坯料生产管径较大的焊管,还可以用同样宽度的坯料生产管径不同的焊管。但是与相同长度的直缝管相比,焊缝长度增加30~,而且生产速度较低。因此,较小口径的焊管大都采用直缝焊,大口径焊管则大多采用螺旋焊。
