
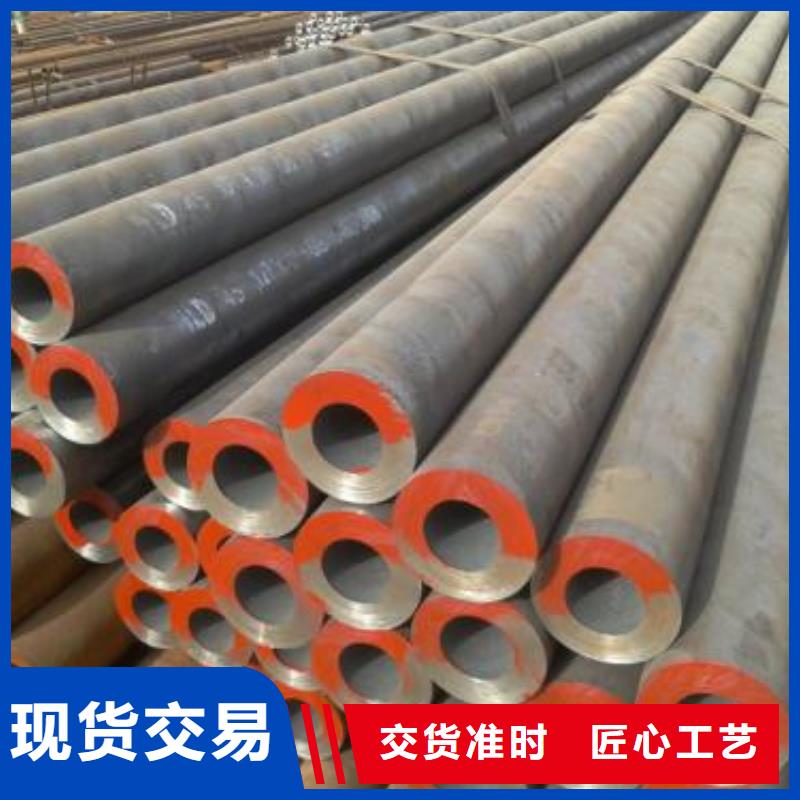




蚌埠20cr钢管规格表特点和用途
蚌埠无缝钢管的交货状态 是指交货产品的终塑性变形或终热处理的状态。一般不经过热处理交货的称热轧或冷拔(轧)状态或制造状态;经过热处理交货的称热处理状态,或根据热处理的类别称正火(常化)、调质、固溶、退火状态。热轧无缝钢管的交货状态一般是热轧状态经过热处理后进行交货。订货时,交货状态需在合同中注明。重量交货状态:无缝钢管实际重量--交货时,其产品重量是按称重(过磅)重量交货; 无缝钢管理论重量--交货时,其产品重量是按钢材公称尺寸计算得出的重量。 无缝钢管的型号很多,每种型号都有它的用途所在。相关人员介绍,无缝钢管的优势就是抗腐蚀性强,坚固耐用,适应不同的用途,在建筑施工过程中有较强的应用性,在安装过程中不受自然条件的限制。 无缝钢管采用了特殊工艺制造,形成的管道相比于传统来说,优越性很明显所以这种管道的使用范围才会越来越广泛。对于一些有特殊运输要求的运输介质来说这是一种很好的运输管道.这种管道的主要原材料是钢材防腐性质相比于其他的管道也要好一些所以在运输一些具有腐蚀性的液体的时候很多时候也会选择这种管道。

蚌埠无缝钢管(GB/T18984-2003)是用于-45℃~-195℃级低温压力容器管道以及低温热交换器管道用无缝钢管一般用无缝管是用10、20、30、35、45等优质碳结钢16Mn、5MnV等低合金结构钢或40Cr、30CrMnSi、45Mn2、40MnB等。合结钢热轧或冷轧制成的。10、20等低碳钢制造的无缝管主要用于流体输送管道。45、40Cr等中碳钢制成的无缝管用来制造机械零件,如汽车、拖拉机的受力零件。 一般用无缝管要保证强度和压扁试验。热轧钢管以热轧状态或热处理状态交货。 冷轧以热以热处理状态交货。低中压锅炉用无缝管:用于制造各种低中压锅炉、过热蒸汽管、沸水管、水冷壁管及机车锅炉用过热蒸汽管、大烟管、小烟管和拱砖管等。用优质碳素结构钢热轧或冷轧(拨)无缝管。主要用10、20号钢制造。 除保证化学成分和机械性能外要做水压试验,卷边、扩口、压扁等试验。热轧以热轧状态交货、冷轧(拨)以热处理状态交货。无缝管理论计算公式: (外径–壁厚 )×壁厚 ×0.02466= 无缝管每米的重量/公斤。
<蚌埠>杰达通钢管蚌埠无缝钢管的原材料种类繁多,特性各不相同,所以无论是黑色金属复合材料和有色金属复合材料的原材料,还是后面要讨论的非金属材料自然都是不同的。蚌埠无缝钢管产品在选择原材料时,会因应用场所不同而不同,各种原材料因结构不同而有其相应的适用范围,那么如何使原材料的应用适合 材料因此,它是选择原材料的一个很大的标准。明确指出选择原材料的几个重要考虑因素,并给出各种措施的具体例子。 原材料的种类和规格必须符合应用的要求。 选择蚌埠无缝钢管的原材料常见的考虑是要达到设备的特性和要求,如抗拉强度、可钻性、耐腐蚀性等。许多原材料似乎都能够满足 使用要求,但如果选用有正字标记或符合我国标准规格的原材料,由于其元器件和工业设备特性都经过测试,有一定的保证,所以质量会更有保障。原材料的价格要合理,价格是选材的另一个重要因素。因为如果的原材料价格昂贵,商品成本肯定会增加,市场竞争力就会降低。 因此,如果原材料不是 的选择,那么价格优惠的同档次原材料或替代开发产品是一个很好的解决方案。蚌埠无缝钢管原材料的产品质量应该是一致的。蚌埠无缝钢管产品如果是单一的,可以不充分考虑一致性的难度,但如果属于多个生产加工对象,原料供应要尽量稳定,质量一定要 一定要确定,否则会因产品质量差而退货。 或者补偿,金钱和信用的伤害很可能是无法弥补的,所以在选择原材料供应之初,原材料质量的一致性和来源的性也是重要的考虑因素。

进入“阳春二月”以后,蚌埠无缝钢管市场下流采购需求逐渐恢复,尤其是杭州全部撤销限购后,房地产市场有所恢复。近两周,贸易商日出货量几乎都能超越5000吨,个别大户在上周一价格大幅上涨时日成交乃至放量至3000吨以上,因而贸易商在有需求的情况下,对于后市继续大幅跌落预期不强。整体来看,首先尽蚌埠管无缝钢管市场继续大幅下行,可是成本依旧没有呈现明显降低,成本支持微弱。其次因为价格继续处于低位,部分中小钢厂出产艰难,产值缩小商场资本投进少,恰逢“金九银十”传统旺季,房地产方针开端闪现于市场,供过于求对立有所缓解。终远期无限跌落,现货市场趋于理性。因而笔者预期,尽管远期市场继续下行,可是当时台州和温州区域现已放晴,在飓风过境后,若“春节”长假需求释放,蚌埠无缝钢管市场反而能够呈现稳中趋升态势,长假前大幅下行能够性不大。


蚌埠无缝钢管壁厚不均主要体现为螺旋状壁厚不均、直线状壁厚不均及头尾部壁厚偏厚、偏薄等现象。无缝管连轧工艺调整的影响是导致成品管壁厚不均的重要因素。 具体为:1、无缝钢管螺旋状壁厚不均 成因是:穿孔机轧制中心线不正、两轧辊的倾角不等或顶头前压下量太小等调整原因造成的无缝钢管壁厚不均,一般沿钢管的全长呈螺旋状分布。在轧制过程中定心辊打开过早、定心辊调整不当以及顶杆抖动等造成的壁厚不均,一般沿钢管全长呈螺旋状分布。 措施:调整穿孔机轧制中心线,使两轧辊的倾角相等,按轧制表给定参数调整轧管机。针对第二种情况,根据毛管出口速度调整定心辊打开时间,轧制过程中定心辊不要打开过早,以防止顶杆抖动,造成无缝钢管壁厚不均。定心辊开口度需要根 据毛管直径的变化作适当调整,并考虑毛管跳动量的大小。2、无缝钢管直线状壁厚不均 成因:芯棒预穿鞍座高度调整不合适,芯棒预穿时接触到某一面的毛管,致使毛管在接触面上温降过快,造成无缝钢管壁厚不均甚至拉凹缺陷。连轧轧辊间隙过小或过大。轧管机中心线偏差。单、双机架压下量不均,会造成钢管单机架方向超薄(超厚)、双机架方向超厚(超薄)的直线型对称偏差。臼断裂,内外辊缝差大,会造成钢管直线型非对称偏差。连轧调整不当,堆钢、拉钢轧制会造成直线型壁厚不均。 措施:调整好芯棒预穿鞍座的高度、保证芯棒与毛管对中。更换孔型及轧制规格时应测量轧辊间隙,使实际轧辊间隙与轧制表保持一致。用光学对中装置调整轧制中心线,年度大修时必须校正轧管机中心线。及时更换臼断裂的机架,实施测量连轧辊内、外辊缝,出现问题并及时更换。连轧时,要避免拉钢、堆钢。 无缝钢管头、尾部壁厚不均 成因:管坯前端切斜度、弯曲度过大、管坯定心孔不正易造成钢管头部壁厚不均。穿孔时延伸系数太大、轧辊转速太高、轧制不稳定。穿孔机抛钢不稳定易造成毛管尾部壁厚不均。 措施检查管坯质量,防止管坯前端切斜度、压下量大,更换孔型或检修均应校正定心孔。采用较低的穿孔速度,以确保轧制的稳定性和毛管壁厚的均匀度。当轧辊转速调整后,匹配的导盘也做相应调整。关注导盘使用状态并加大对导盘螺栓的检查力度,降低导盘在轧钢时的窜动幅度,保证抛钢稳定。
