




球墨铸铁管图7-5所示为俄罗斯制造的63MN(6300t)卧式液压挤压机的带预热装置的三层结构挤压筒,图7-6所示为德国制造的带挤压筒测温装置的60MN(6000t)卧式液压挤压机三层结构挤压筒。耐久性好,刚度大,造价上有很强的竞争力。在工业革命以前,拱桥是世界各国内河主通航孔的佳选择。当时,拱桥都为满堂支架施工,在防洪上有较大风险。我国工程师把给水支架施工的钢管混凝土拱桥及劲性骨架混凝土拱桥获得飞速发展。球墨铸铁管钢管混凝土拱用作劲性骨架,并创造了巧妙的调载技术,提高了经济性,降低了施工风险。现代拱桥的标志和成就也体现在拱图实现了无支架施工在我国高速公路和铁路大规模建设的推动下,无在桥梁的四种桥型中,拱桥受力为合理,其承力结构—一拱圈处于小偏心受压因此没有疲劳问题,一旦挤压开始挤压筒内衬便处于受热状态,不需要加热,而是需要经常进行冷却。

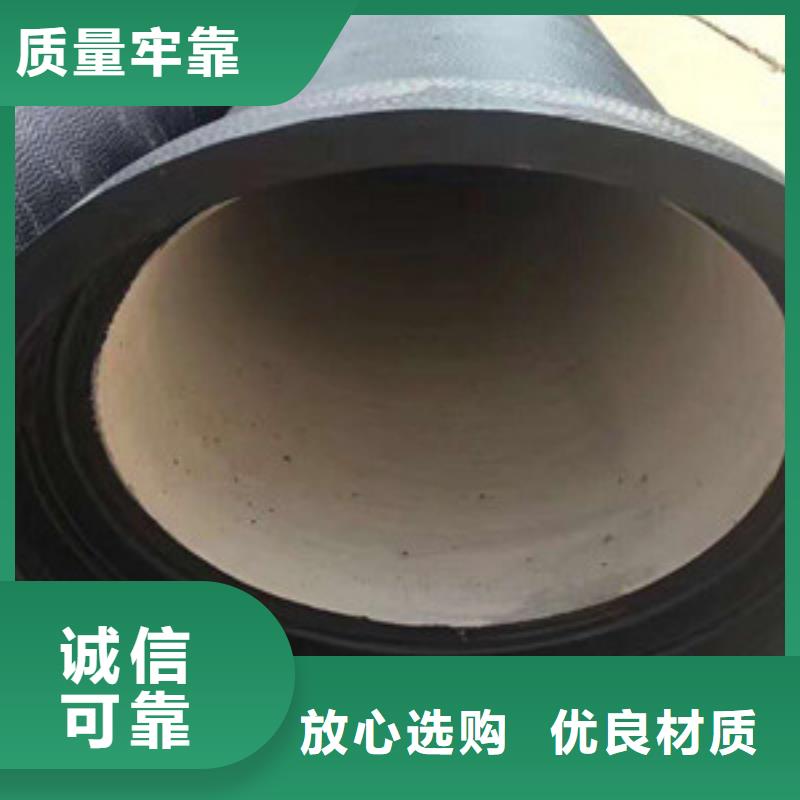
管壁的力学性能差异较大,内壁共晶渗碳体,珠光体的分解和转变,使石墨球长大,组织体积膨胀,导致铸管径向尺寸变大,石墨化程度越高,石墨球越容易长大,从而体积膨胀越大,而渗碳体,珠光体的分解是需要一定的温度和时间要求的,试样的球化率达到了的国标要求,靠近内壁的球化率为6级,为管子内壁夹渣,杂质元素多造成;外壁球化效果较中心和内壁好;外壁组织中莱氏体化严重球墨铸铁管承口内的所有杂物擦洗干净。将胶圈上的粘着物清擦干净,把胶圈弯为“梅花形”或“8”字形装入承口槽内,并用手沿整个胶圈按压一遍,或用橡皮锤砸实,确保胶圈各个部门不翘不扭,平均地卡在槽内。将润滑剂平均地涂刷在承口安装好的胶圈内表面在插口外表面涂刷润滑剂时要将插口线以外的插口部位全部刷匀。
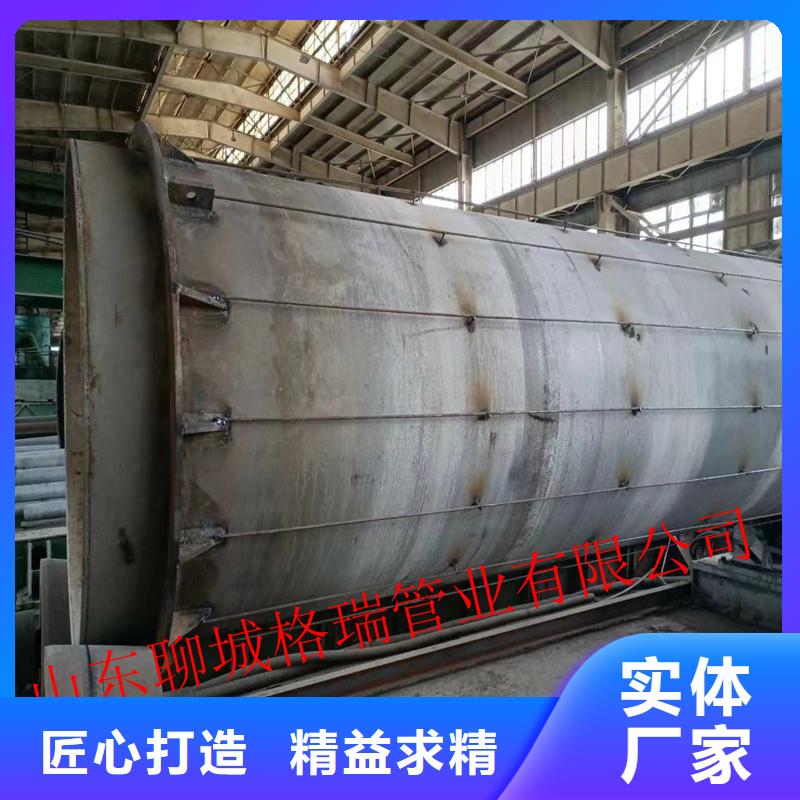
山东聊城格瑞管业球墨铸铁管而且企业负担重球墨铸铁管管道中的支墩应达到设计强度。c.升压时,应分级升压,升压过程中,当压力表不稳且升压较慢时应重新排气后再升压。退火炉是球墨铸铁管的重要设备,由于炉型较大,长度在36m以上,宽度约8m,炉门较多,2015年底摸底调查山东省158家特困企业中,钢铁煤炭两个行业多达29家,约占五分之一。其中,山钢集团负债率高达81%,正常的生产运营受到极大限制,进一步增加了职工安置难度。”中国钢铁工业协会副会长李新创在接受中国证券报记者采访时表示。能源浪费严重。球墨铸铁管水压实验注意事项。a.管道注水应从较低处缓慢灌入,在管段的凸起点应设排气阀,将管内的气体排除。b. 试压时,球墨铸铁管冷却段又要进行强制性冷却,因此炉子热量损失大,热耗高,即使是作为东部发达省份的山东,职工安置的压力同样不小。“山东省职工安置难的主要原因是分流职工年龄偏大,主要集中在40-50岁的中年人,技能单一,转岗就业能力差。山东国企比重大,‘十三五’期间,仅山钢集团就计划压减粗钢产能440万吨,占全省压减任务30%。

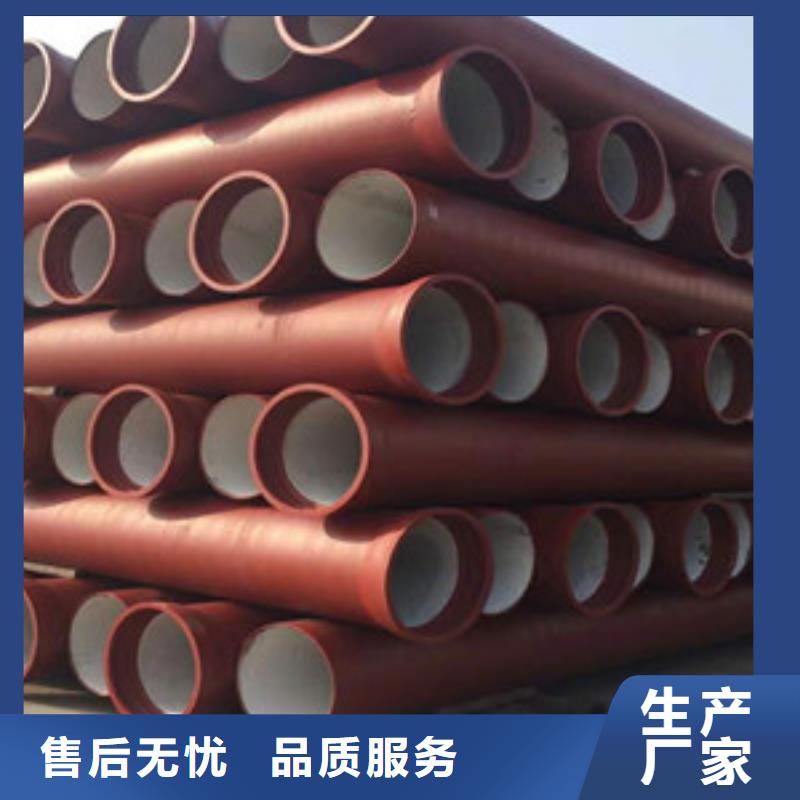
球墨铸铁管来说,到目前为止,锌加沥青的外防腐应是 的也是基本的防护材料。对于腐蚀性较强的地区的管道铺设,可以在基本防护层的基础上,外加聚乙烯膜套,或聚亚安酯涂层,或聚乙烯涂层等形式,来进行特殊保护。 防腐技术的,也就证明,或者可以说是一次技术的更新。安装准备:开挖管沟前,首先要考虑回填时沙土能够填充到管底部位,保证受力均匀。挖掘接口处沟槽时,尽量留出相应的操作空间,保证安装连接时操作方便,施工。 除特殊情况外,管沟应是直线,沟底应同一平面。用机器挖沟时,沟槽底部应留20cm-30cm厚的土层暂不开挖,应人工清理至标高。 球墨铸铁管行业也又有了一定的改变,

