
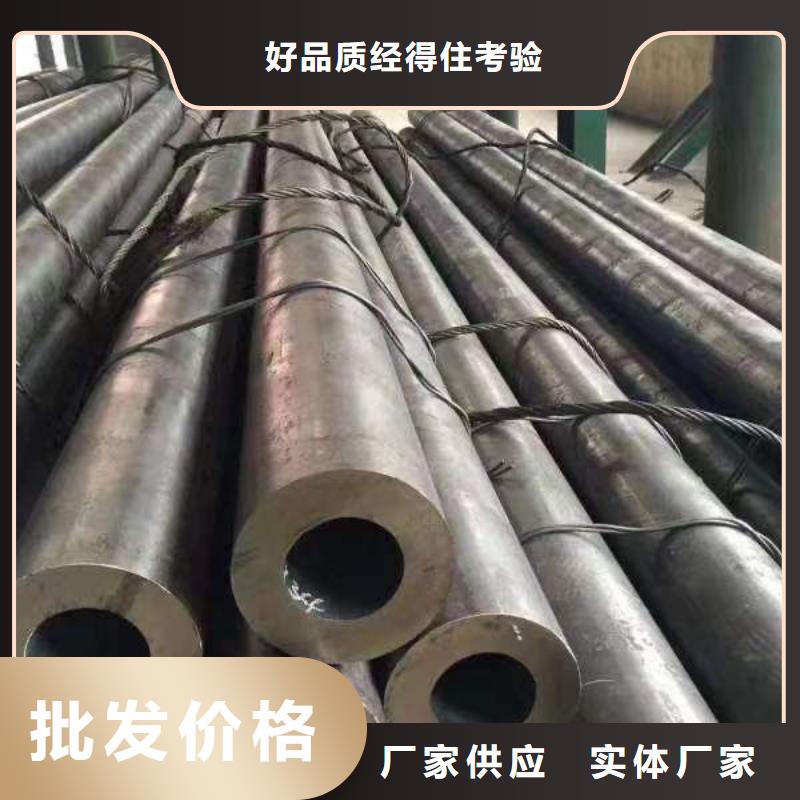




热轧圆钢的规格为5.5-250毫米,其中,5.5-25毫米的小圆钢大多以直条成捆供应,常用作钢筋、螺栓及各种机械零件:大于25毫米的热轧圆钢,主要用于制造机械零件或作无缝钢管坯。具有淬透性好、硬度高、耐磨性好、热处理变形小等优点,常用于制作承受重负荷、生产批量大、形状复杂的冷作模具。但该Q345B低合金圆钢在使用过程中容易出现脆性大等问题。研究表明,改善Q345B低合金圆钢中碳化物的形态和分布可有效改善钢材材料韧性。常见的工艺有锻造预热淬火、固溶双细化工艺、降温淬火、等温淬火等。其中固溶双细化处理是利用热处理方式,使碳化物细化、棱角圆整化,同时使奥氏体晶粒超细化。其工艺的主要措施是高温固溶和循环细化。高温固溶可以改善碳化物的形态和粒度;循环细化的目的在于使奥氏体晶粒超细化。真空热处理与普通热处理相比有许多突出的特点,如可防止Q345B低合金圆钢表面氧化、脱碳;淬火变形小;工艺的稳定性、重复性好;操作、自动化程度高、工作环境好等。随着要求越来越高,Q345B低合金圆钢的真空热处理受到越来越多的关注。
普通碳素钢优先选用150×145mm见方,长度在12m左 右的高速线材坯体,采用步进式混合加热炉基本能够满 足线材轧制的温度需求。该加热炉在进行加热过程中可 以实现智能化温度控制和人工操作调整。由于普通碳素钢 的轧制温度范围不一,对温度较为敏感,因此会加大轧制 的困难。所以在进行普通碳素钢线材轧制的过程中对于温 度工艺的优化是为重要的。普通碳素钢的钢材坯料需要经过熔炼、浇筑、开坯等过程的准备工作,加工为150×145mm见方,长度在12m左右的 方坯,为下一步的工艺流程做准备。
双面埋弧焊直缝钢管主要工艺流程说明:1. 板探:钢板进入生产线后,首先进行全板超声波检验。2. 铣边:通过铣边机对钢板两边缘进行双面铣削,使之达到要求的板宽、板边平行度和坡口形状。3. 预弯边:利用预弯机进行板边预弯,使板边具有符合要求的曲率。4. 成型:在JCO成型机上首先将预弯后的钢板的一半经过多次步进冲压,压成J形,再将钢板的另一半同样弯曲,压成C形, 形成开口的O形。5. 预焊:使成型后钢管合缝并采用气体保护焊(MAG)进行连续焊接。6. 内焊:采用纵列多丝埋弧焊(多可为四丝)在直缝钢管钢材内侧进行焊接。7. 外焊:采用纵列多丝埋弧焊在螺旋埋弧焊钢管外侧进行焊接。 超声波检验对螺旋钢管内外焊缝及焊缝两侧母材进行的检查。8. X射线检查:对内外焊缝进行的X射线工业电视检查,采用图象处理系统以保证探伤的灵敏度。9. 扩径:直缝钢管全长进行扩径以提高钢管的尺寸精度,并改善钢管内应力的分布状态。
螺纹钢等建筑钢材的下游需求主要为房地产和基建,以户外施工为主,受天气因素影响较大,表现出较为明显的季节性。每年春、秋两季是传统旺季,夏季高温多雨对需求形成不利影响,冬季北方雨雪冰冻气候下难以施工,叠加春节长假,需求降至全年冰点。从供应方面看,钢厂基本全年保持连续生产,虽然秋冬季环保限产、年底设备检修、电炉春节停工会带来一定冲击,但相比于需求下滑的幅度,供应总体上相对平稳。在这样的背景下,钢厂需要借助外部力量,全部或部分转嫁其春节前后需要承受的钢材库存、价格及资金风险。在钢厂以及贸易商的共同行为下,建筑钢材市场就形成了比较成规模的冬储现象。当然,贸易商在给钢厂提供冬储的资金支持时,主要考量的是节后钢材价格上涨所能够带来的盈利空间,所以影响贸易商冬储行为的主要因素即节后预期涨幅以及钢厂冬储锁价的让利程度。
