您的位置>首页 >桂林本地新闻中心 >
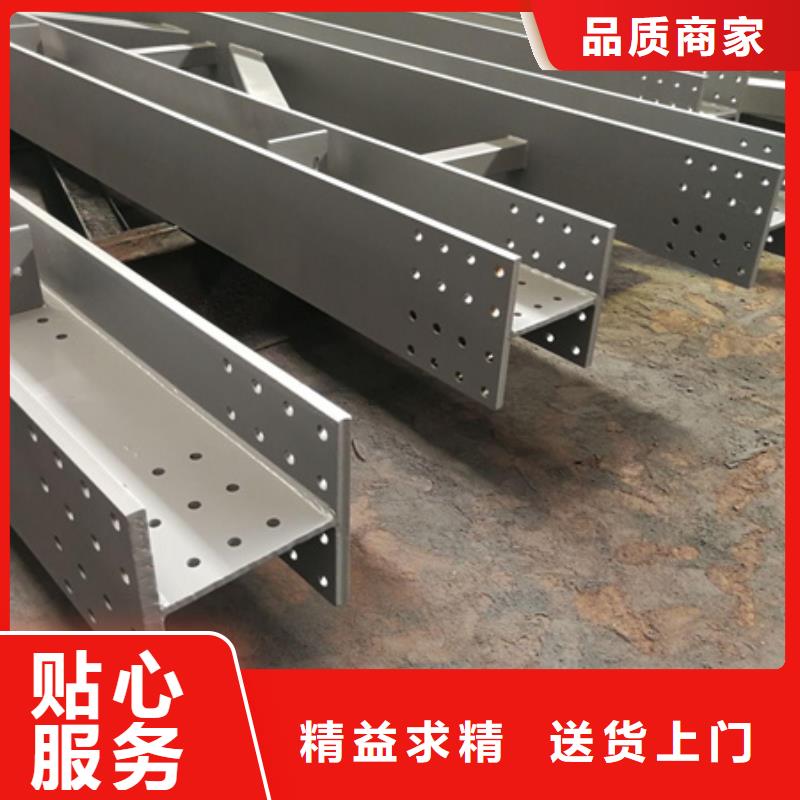
冷拔方钢品牌质量合格
更新时间: 2025-03-16 23:12:34 浏览次数:2
以下是:冷拔方钢品牌质量合格的产品参数
| 产品参数 |
|---|
| 产品价格 | T型钢/吨 |
|---|
| 发货期限 | 现货 |
|---|
| 供货总量 | 500吨 |
|---|
| 运费说明 | 含运费 |
|---|
| 最小起订 | 一支 |
|---|
| 是否厂家 | 是 |
|---|
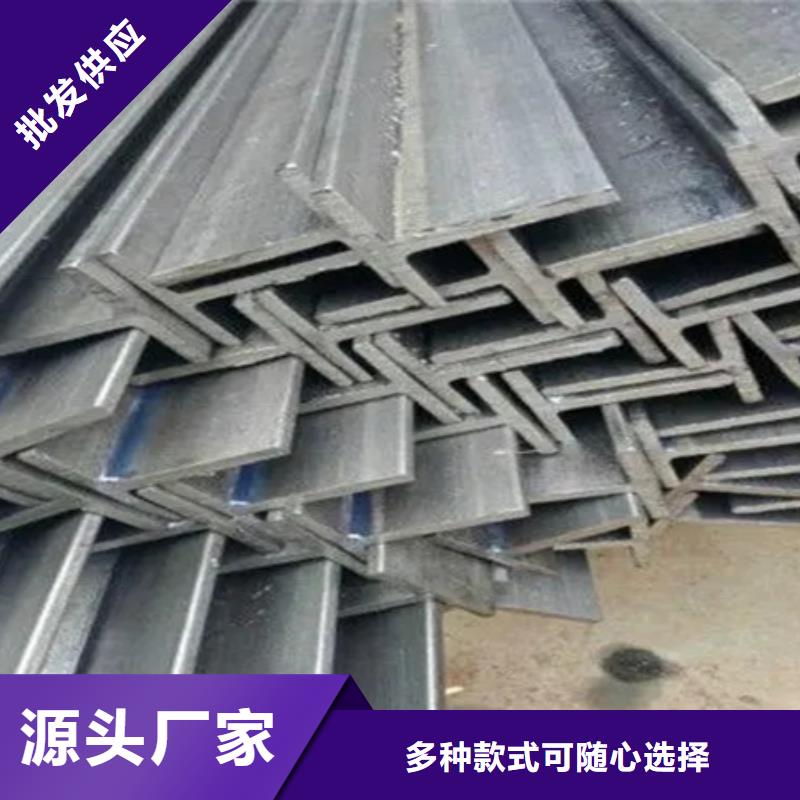
| 产品材质 | Q235、Q235B、Q345B、Q235A、Q345、Q195、 |
|---|
| 产品品牌 | 宏钜天成 |
|---|
| 产品规格 | 规格齐全 |
|---|
| 加工定制 | 可 |
|---|
| 可售卖地 | 全国 |
|---|
以下是:冷拔方钢品牌质量合格的图文视频
导读 冷拔方钢品牌质量合格,宏钜天成钢管有限公司为您提供冷拔方钢品牌质量合格,联系人:肖经理,电话:0527-88266888、0527-88266888,QQ:616223113,请联系宏钜天成钢管有限公司,发货地:经济开发区辽河路东首兴隆钢管市场发货到广西省 桂林市 秀峰区、叠彩区、七星区、雁山区、阳朔县、临桂区、灵川县、全州县、永福县、灌阳县、资源县、平乐县、荔浦市。 广西壮族自治区,桂林市 桂林市,简称“桂”,古称桂州、静江、始安,广西壮族自治区辖地级市,省域副中心城市,地处中国华南,湘桂走廊南端,位于南岭山系西南部、桂林—阳朔岩溶盆地北端中部,处在“湘桂夹道”中,属亚热带季风气候,总面积2.78万平方千米。截至2023年5月,全市辖6个市辖区、8个县、2个自治县,代管1个县级市。截至2022年末,桂林市常住人口为495.63万人。

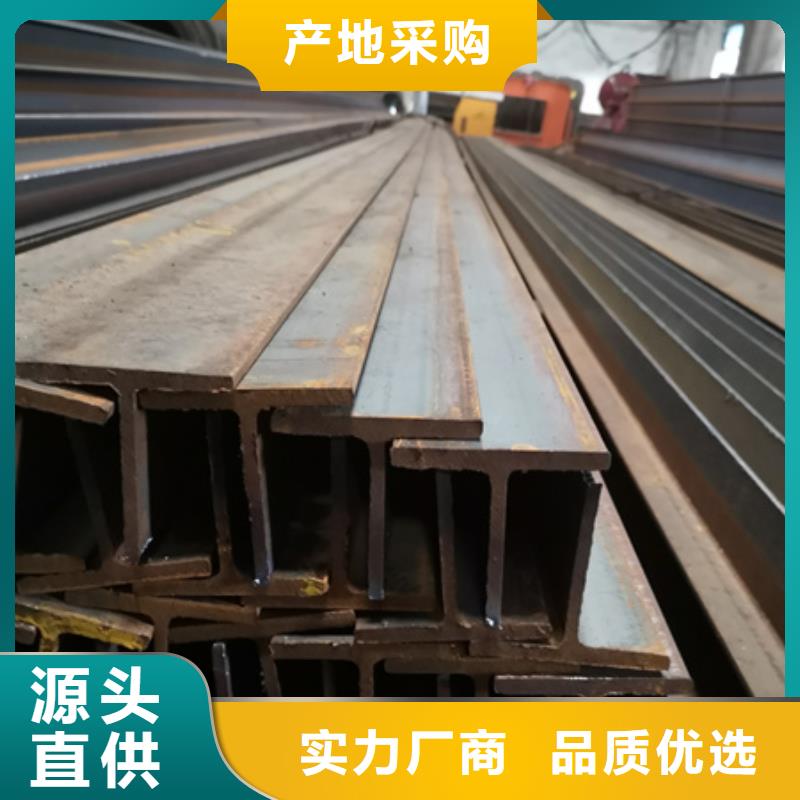
冷拉速度控制:要使T型钢充分变形,就要适当控制冷拉速度,一般以0.5——1.0为宜。同时要求,冷拉到规定的应力和冷拉率以后,随即停拉2——3以后,再放松T型钢,结束冷拉,以给T型钢充分变形的时间。5)冷拉控制方法:冷拉时只用冷拉率或者冷拉应力控制叫单控,冷拉时冷拉率和冷拉应力同时应用,称为双控。采用单控,施工简单方便。但对于材质不均匀的T型钢,不可能逐根试验(逐根试验,费工费料,不可能这样做,有的同一根T型钢冷拉率也不一样)冷拉质量得不到保证。双控方法可以避免上述问题。冷拉时,对于控制应力已经达到,冷拉率没有超过允许值的,可以认为合格。对于预应力T型钢必须采用双控方法。但是,如果冷拉率已经达到,而冷拉应力还达不到控制应力,这种T型钢要降低强度使用。
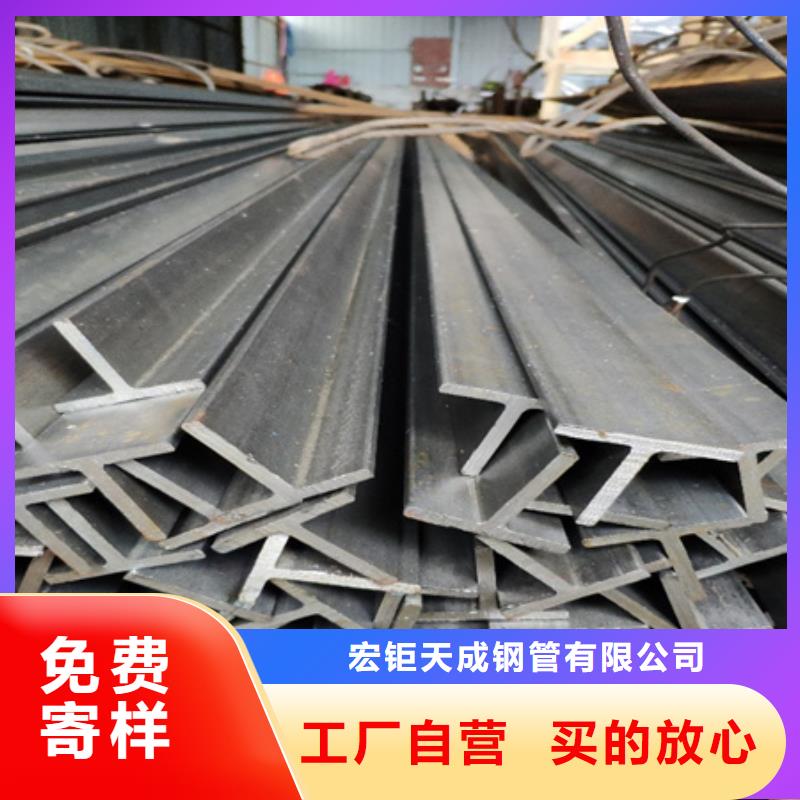
<桂林>宏钜天成钢管有限公司是生产桂林无缝钢管,合金管,精密光亮无缝管的专业厂家。本厂年销售额达1000万以上,厂房面积达五千多平方米,员工人数86人以上。本厂生产的各种系列桂林无缝钢管,合金管,精密光亮无缝管产品均按标准制作。已有悠久的生产历史、工艺先进、技术力量雄厚、质量稳定可靠。拥有完善的检测设备和严格的出厂检验制度。经过几十年的不断发展,桂林无缝钢管,合金管,精密光亮无缝管产品畅销国内二十多个省、市、自治区,并赢得了国内外客户的一致好评!


总结 冷拔方钢品牌质量合格,宏钜天成钢管有限公司专业从事冷拔方钢品牌质量合格,联系人:肖经理,电话:0527-88266888、0527-88266888,QQ:616223113,发货地:经济开发区辽河路东首兴隆钢管市场,以下是冷拔方钢品牌质量合格的详细页面。