您的位置>首页 >果洛本地产品推荐News >
购买【安达】非标绗磨管厂家实力雄厚
发布时间: 2024-06-02 17:52:15
以下是:购买【安达】非标绗磨管厂家实力雄厚的产品参数
| 产品参数 |
|---|
| 产品价格 | 5900/吨 |
|---|
| 发货期限 | 2天 |
|---|
| 供货总量 | 不限 |
|---|
| 运费说明 | 电议 |
|---|
| 最小起订 | 0.1吨 |
|---|
| 质量等级 | 正品 |
|---|
| 是否厂家 | 是 |
|---|
| 产品材质 | 20# |
|---|
| 产品品牌 | 九冶 |
|---|
| 发货城市 | 聊城 |
|---|
| 产品产地 | 聊城 |
|---|
| 加工定制 | 是 |
|---|
| 可售卖地 | 全国 |
|---|
| 产品颜色 | 金属色 |
|---|
| 适用领域 | 油缸 机械加工 |
|---|
| 是否进口 | 否 |
|---|
| 颜色 | 有色金属 |
|---|
| 材质 | 20#/45#/16Mn/27SiMn/304不锈钢 |
|---|
| 厂家地址 | 山东聊城 |
|---|
| 品牌 | 九冶 |
|---|
| 加工定制 | 是 |
|---|
以下是:购买【安达】非标绗磨管厂家实力雄厚的图文视频
导读 购买【安达】非标绗磨管厂家实力雄厚,青海省果洛市安达液压机械有限公司为您提供购买【安达】非标绗磨管厂家实力雄厚,联系人:高经理,电话:17706353138、17706353138,QQ:3573482096,请联系青海省果洛市安达液压机械有限公司,发货地:聊城辽河路燕山路交叉口南500米东首发货到果洛。 青海省,果洛藏族自治州 果洛藏族自治州是青海的8个地级行政区之一,州驻地玛沁县,位于中国青海省的东南部,东临甘南州和黄南州,南接阿坝自治州和甘孜州,西与玉树州毗连,北和海西州、海南州接壤;地处安多康巴文化的结合处,是丝绸之路河南道和唐蕃古道的重要组成部分,是中国格萨尔文化之乡,是青藏高原自然、人文资源的典型缩影。根据第七次人口普查数据,截至2020年11月1日零时,果洛藏族自治州常住人口为215573人。
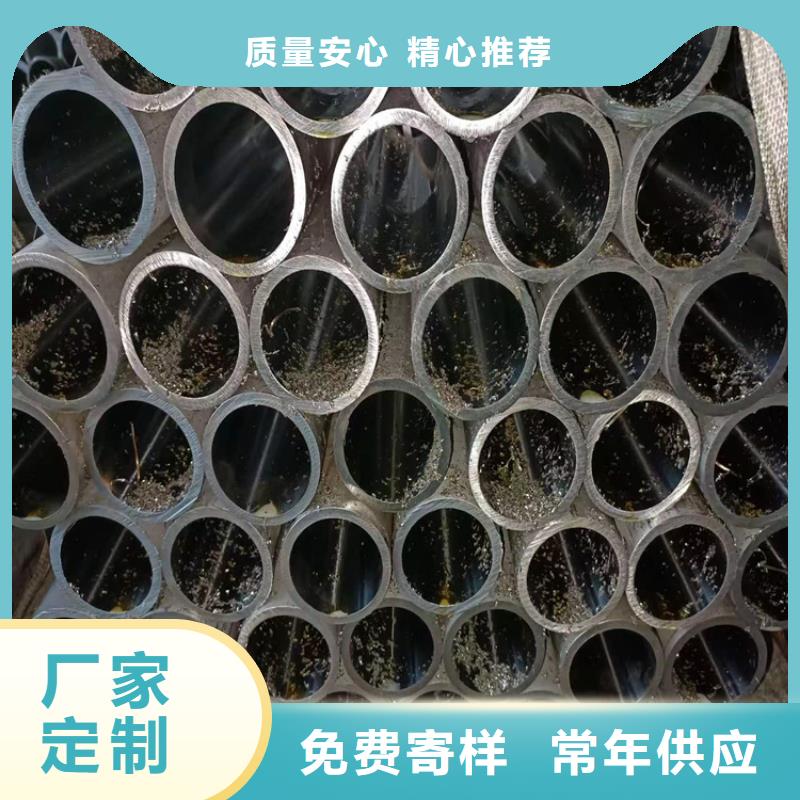
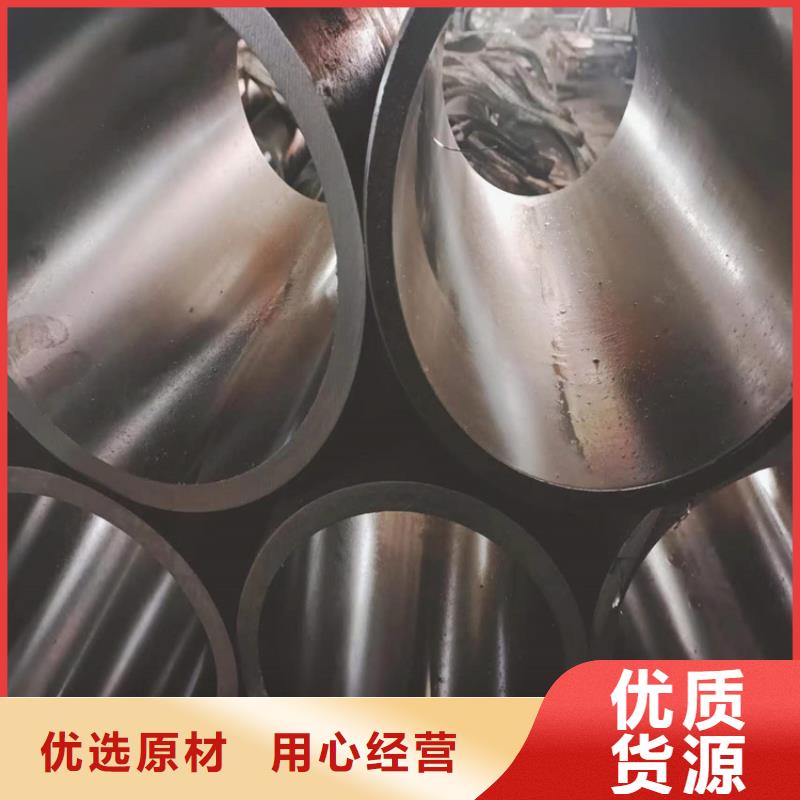
果洛非标绗磨管厂家实力雄厚
<果洛>九冶管业有限公司

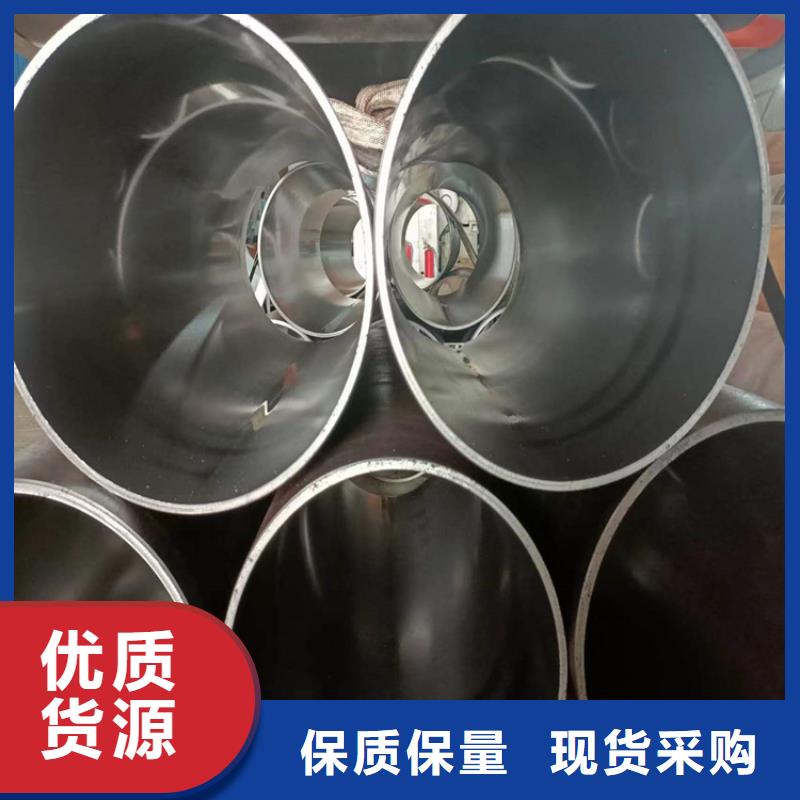
1、绗磨管存在微量变化和浅状拉痕,可以采用珩磨工艺修复,也可采用镀层修复。2、绗磨管内表面磨损严重,存在较深纵向拉痕的,按照实物进行测绘,由专业生产厂俺绗磨管制造工艺重新生产进行更换,近资料显示,可运用TS311减磨修补修复大口径绗磨管。减磨修补剂主要用于对磨损、划伤金属零件的修复。绗磨管修复过程中,用合金刮刀在划伤表面剔除深度为1mm以上的沟槽,然后用清洗沟槽表面,用绗磨管内径仿形板调好的TS311减磨修补剂敷涂于打磨好的表面上,用力刮平,确保压实,并高于绗磨管内表面,待固化后,打磨并留出精加工余量。 通过研磨使绗磨管整体尺寸、行位公差、粗糙度达到要求,油压机的珩磨钢管是液压传动的执行元件,它与主机的工作机构有着直接的联系,对于不同的机构,液压缸同样具有不同的用途和要求,因此作为设计者在设计前应作调

小口径绗磨管磨管尺寸偏差的计算方法1.小口径珩磨管检查台作用在成品检查台上,对称品合金钢管要逐支进行管径、壁厚的测量,精密管,同时进行内外表面质量的检查。2.小口径珩磨管尺寸偏差的计算方法—小口径珩磨管外径偏差的计算正偏差=(D 大-D 公)/D 公×100%负偏差=(D 小-D 公)/D 公×100%外径公差范围=正偏差+负偏差3.小口径珩磨管壁厚偏差计算正偏差(+△S)= S max ? S公 ×100% S公 S max ? S公 S公 ×100%负偏差(-△S)= 壁厚公差范围=正偏差+负偏差
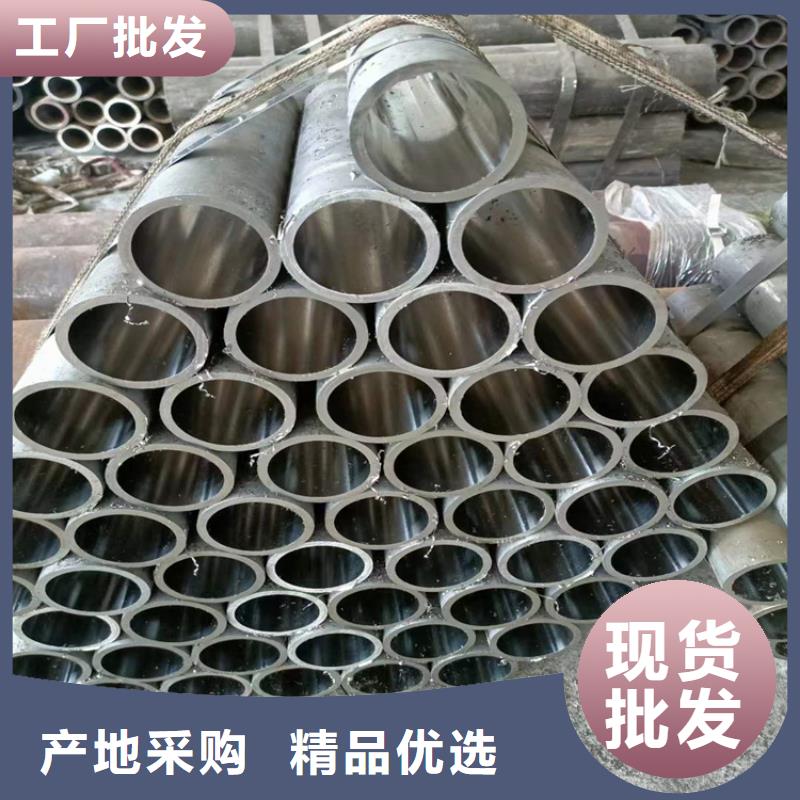
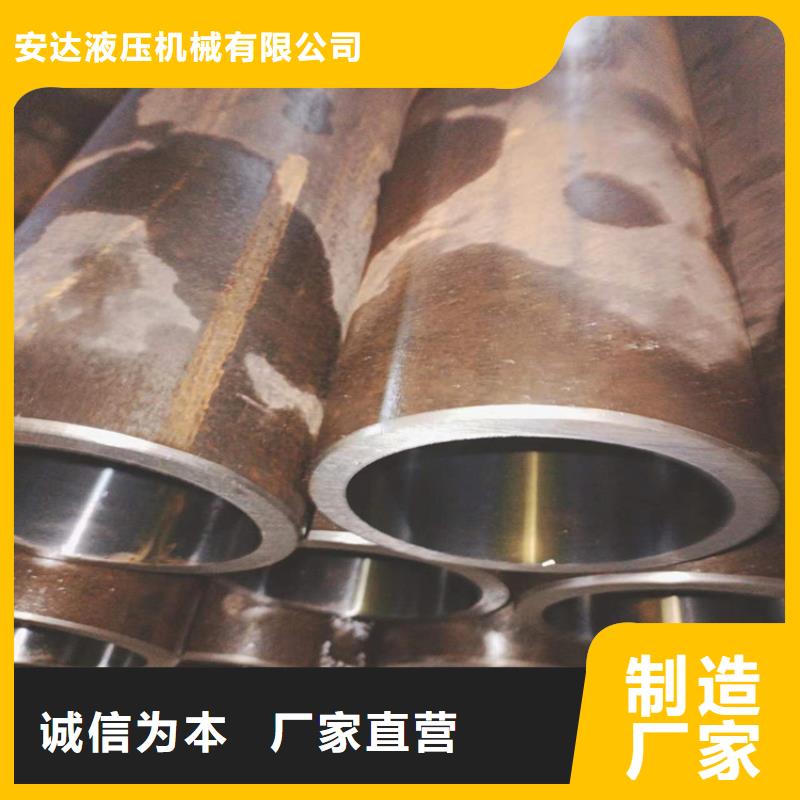
<果洛>九冶管业有限公司
果洛非标绗磨管厂家实力雄厚
总结 购买【安达】非标绗磨管厂家实力雄厚_青海省果洛市安达液压机械有限公司,固定电话:17706353138,移动电话:17706353138,联系人:高经理,QQ:3573482096,辽河路燕山路交叉口南500米东首 发货到 青海省果洛市。