





八、立式带锯床电机大修后线圈匝数过错或某极、相、组接线过错,可经过丈量电动机三相电流与铭牌或本身三相电流对比,发现疑问予以处理。大修后导线截面比原来截面小,要降低负荷或替换绕组。
电动机发热的要素也许还有别的方面,可是咱们平时要严格依照操作规程准确运用电动机,准确保护电动机,使电动机表明清洗,电流不超越额定值,振荡值在规模以内,作业声响正常,轴承正切保护等,锯床电动机的运用寿命必定会延伸的。
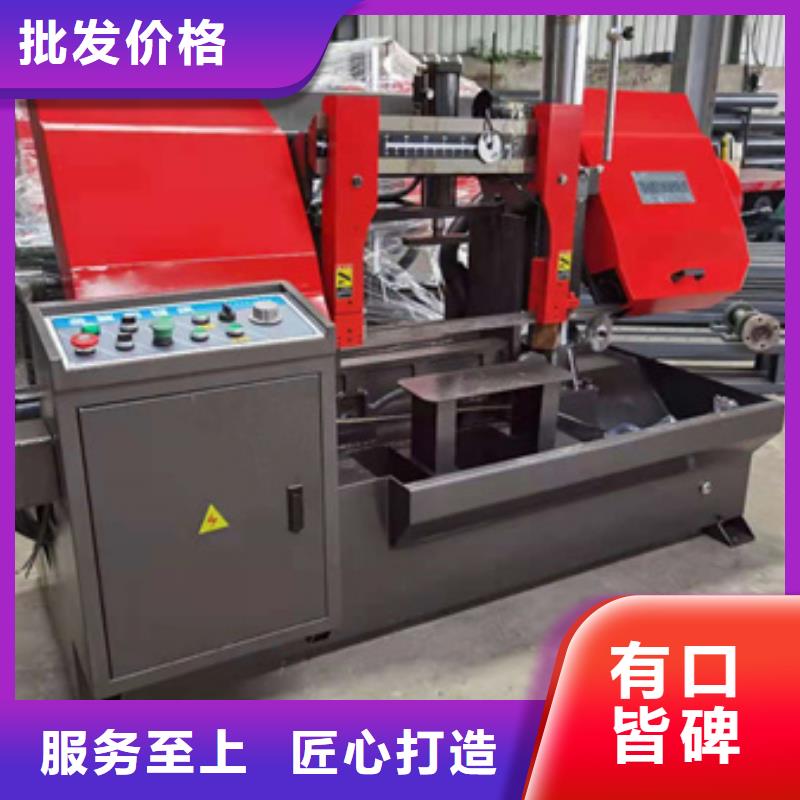
是机械锯切设备专业生产厂家,具有多年生产带锯床的经验,拥有自主的开发、设计和制造能力,我公司生产的数控带锯床:
1、按钮界面:机械操作极为简单且效率高。
2、工作称料台:锯床采用高密度球墨铸铁,夹持物料更加稳固且不易损坏。
3、锯齿:材质强度高,通用性强,在锯切时比较耐磨,寿命比较长。
4、进口电机:采用合资定制电机、性能稳定,寿命更长。
技术先进,性能稳定,畅销无阻,公司致力于企业发展,技术进步,引进台湾先进锯床制造技术,为用户提供更满意的服务。
盛金整体生产线采用进口喷涂工艺,表面静电喷塑光洁度好,高温喷漆,更加美观,耐腐蚀,拒绝劣质,我们承诺只做高品质的产品。(备注:因产品不断更新,图片与实物或许略有差别)
金属带锯床型号 GB4220金属带锯床参数
切削范围(mm) 200-200×200
锯带规格(mm) 2650×27×0.9
锯带线速(mm/min) 27、45、69
工作夹紧方式 液压
主电机功率(kw) 1.5
液压电机功率 0.42
冷却泵功率 0.04
外形尺寸(mm) 1300×800×1100
产品质保期,按照 相关规定和合同双方要求的质保期执行。质保期为十二个月。在遇有问题接到用户通知后及时维修处理。质保期内免费维修,质保期满后以同样的速度做出反应并及时维修处理,只收成本费。对于用户有对产品的安装、调试、培训有需要的提前说明,我们数控机床提供现场技术支持。产品如需改装,升级的我们会配合协助用户的工作。

带锯床修补有许多不正确的当地,产生了许多修补误区,增加了许多的修补本钱。修补是康复带锯床技能功能,扫除毛病及毛病隐患,延长锯床运用寿数的有用手法。当时国内带锯床在修补中还存在着许多技能问题。这些问题的存在,导致带锯床修补质量不高。
带锯床在运用进程中不免会呈现电动机过热的景象,这对电动机的绝缘是很晦气的。会加快绝缘资料的老化,缩短电动机运用寿命,而且还也许因绝缘体损坏导致各种事端。因此,对带锯床电动机过热毛病的查看、查看和防护,是非常首要的。
一、电压超越或低于锯床电动机额定电压答应值,在额定负载下简略发热,温升增高,三相电源电压相间不平衡,使电动机额定发热,呈现这种发热状况的处理方法即是调整电压。

8、带锯线速度(m/min): 皮带轮三档调速
9、送料架 规格: 2个电动送料架2000mmX650mm,付架1个
10、锯切进刀液压: 0~280mm/min
11、锯带胀紧油缸压力: 自动2-3N.M
12、锯断片等厚允差: ±0.01mm/100mm
13、外形尺寸: 3600*2600*2400
14、重量: 4.6T
GY4260售后 服务比销售更重要:
1、 我公司设有一批由高、中级机电技术人员组成的技术精湛的专业售后服务部门,使用户在保修中和以后的维修中能得到可靠及时的维修和技术支持。
2、免费提供机床操作手册,电器原理图,系统操作手册,系统维修手册。
3、免费进行机床的首次安装和调试。

停机后,操作作业设备使其置于 方位,封闭发主意,运用液压油自重,趁液压油热的时候放油(容易把机械杂质、油污带出),然后彻底清洁油箱及管路,参与新油。准确清洁液压系统。切忌运用火油或柴油作清洁液。清洁时应选竭尽或许大的流量,使管路中液流呈紊流状况,并结束各个实行元件的动作,以便将污染物从各个泵、阀与液压缸等元件冲刷出来。清洁结束后,在热状况下排掉清洁液,替换新油。
按金属带锯床、角度锯床、数控锯床、龙门锯床商品运用仿单的划定,选用液压油。选用封闭式油箱,在其进口处设备空气滤清器。运用进程中,应避免水分、乳化液、尘土、纤维杂物及其他机械杂物的侵入。液压油箱的油量在锯床系统管路和元件布满油后,应保持在划定的油位规划内。带锯条液压系统在投入运用前,必需进行严厉的清洁。加油时必需严厉过滤。
<咸宁>建贸机械设备有限公司带锯床通过液压油缸夹紧、利用光栅尺长度测量装置或步进(伺服)电机驱动丝杆、齿轮齿条的送料方式,可以自动测量送料长度和计算送料次数,当达到设定的锯切次数时,锯床自动停机。自动送料方式适合大批量生产,具有速度快,锯切长度稳定,一人可操作多台锯床等优点。大大减少人员操作提高生产效率。
送料装置在带锯床中的实际应用表明,选择合理的交流伺服系统能够满足控制系统响应速度快、速度精度高、鲁棒性强的要求,实际应用位置控制精度 在±0.1mm左右且可避免累积误差。由于带锯床锯条位置是固定的,而锯切的位置是不同的,因此必须将工件送到锯切位置处,一般锯床的送料方式有三种:
人工送料
通过人工利用送料架将材料送到锯切位置,手动或利用锯床定尺测量需锯切的尺寸,这种方式适合于小规格材料。
