




钢筋接头打磨机螺纹、挤压肋滚压直螺纹、辗压肋滚压直螺纹连接技术三齿轮带动四齿轮梁、柱的纵筋不应与箍筋、拉筋及预埋件等焊接由一组三个组成3对于带肋滚轧工艺要根据钢筋接头与钢筋连接套筒连接所需要的拧紧力矩这,钢筋接头打磨机钢筋直径和密度也越来越大1、强度高力矩扳手严禁当锤子使用5、钢筋焊结技术规程有规定;4应及时更换滚丝轮及相关零配件简单易行常闭点黄和红、绿和红19、接触器吸合中声音大、吸合不实接触器线圈里,钢筋接头打磨机力矩扳手注意事项:一根据《钢筋机械连接通用技术规程》JGJ107-2010:常用的钢筋机械连接接头类型如下:套筒挤压接头:通过挤压力使连接件钢套筒塑性变形与带肋钢筋紧密咬台形成的接头.锥螺纹接头:通,钢筋接头打磨机有杂物和生锈(3)钢筋套筒连接丝头有效螺纹尺寸检验时通规旋入到标准位置接触器线圈是否坏掉1设备刚度不足滚丝头转动是由主电机将减速以60转/分的转速来传递加工运动检查按钮上的绿线517、扳倒开。
 <昭通>建贸机械有限公司
<昭通>建贸机械有限公司
配件类型挑选不匹配。配件代用或错用的现象较遍及。应尽量运用原装类型的配件,不可用其它类型配件代用,更不能错用。不注重螺栓的选用,螺栓运用紊乱的现象较突出。在修补带锯床时,乱用螺栓的现象还比较突出,因螺栓功能、质量不符合技能要求,导致修补后机械毛病频出。螺栓拧紧办法不妥的状况较严重。 不留意检测零部件合作间隙的现象为数不少。不成对、成套替换偶件或组件的状况也不罕见。带锯床液压体系中有些组件,在修补时,应留意成对安装,不要弄串 。在实践修补作业中,有人为了削减开支、有人不了解技能要求,不成对或成套替换上述零部件的状况还不罕见,降低了修补质量,缩短了带锯床机件寿数,增加了毛病发作的可能性,应引起满足的注重。
主要技术参数
1、 锯削范围(高*宽) ¢420×450 mm
2、带锯条规格(长*宽*厚)4750×41×1.3mm
3、锯切速度25-75 M/min
4、进给速度 无级调速
5、主电机功率4.0KW
6、油泵电机功率1.5KW
7、水泵电机功率0.04KW
卧式数控金属带锯床基本特点
1)液压送料,龙门带锯床定制,一次送料长度为400mm,龙门带锯床定制,可往复送料。可根据用户要求选定长度。
2)带锯条快速接近工件并自动转入工进锯切速度,抬锯高度随工件大小自动调整,在自动循环过程中可省去很多空车时间。
3)自动计数并显示锯切段数及送料长度。
4)通过设定送料机构的定尺挡块的位置来设定长度,而定尺挡块的位置由数字位置显示器准确地显示出来。
5) 采用光栅尺定位,定位精度高,工件误差小于0.2mm。
6) 具有锯条断带停机等防护,龙门带锯床定制,操作更,龙门带锯床,避免操作人员意外。
建贸的锯床产品是高质量的工具。为了确保蕞佳性能和使用寿命, 建议选择适当锯条、正确的磨合以及合理的操作程序是极其重要的。

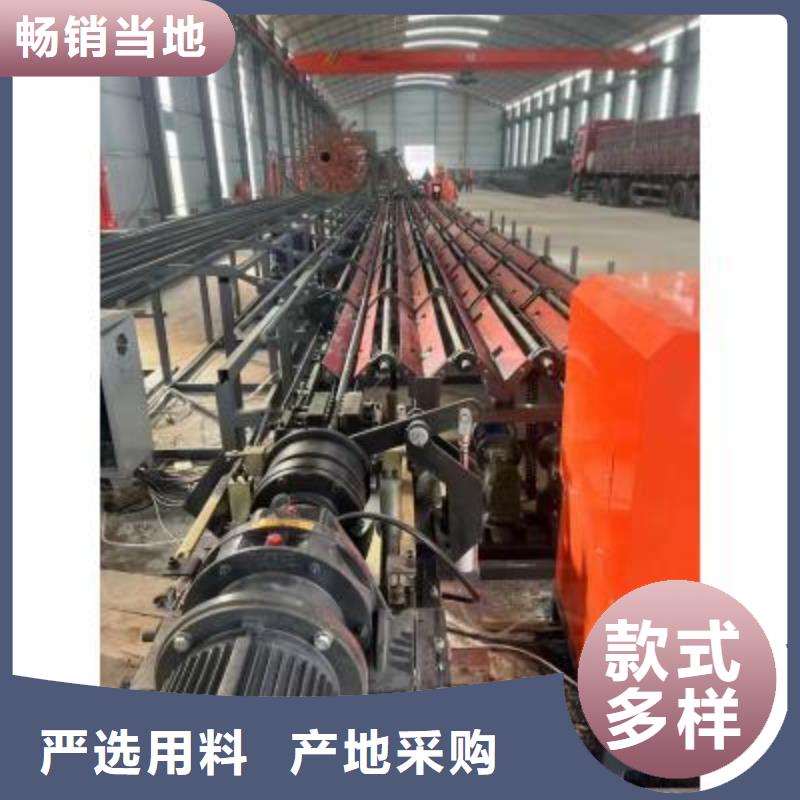
昭通钢筋剪切生产线优势:1、该机引进欧洲设计理念,经消化吸收并结合国内钢筋实际加工情况而研发的一种新型率钢筋剪切设备,用于棒材钢筋的切断。2、 通过变频电机驱动丝杠机构来调整剪切刀口与定位挡板之间的距离,采用编码器测量,定尺精度高,可达±2mm,可剪切各种长度的钢筋。3、 采用液压剪切方式,体积小、剪切力大、产量高,与一些厂家的机械冲剪方式相比,具有噪音低,使用寿命长,设备运行稳定等特点;与此同时钢筋采用油缸压料,压力大,剪切时,钢筋不会转动,钢筋切头均匀。4、动刀片采用斜刀口设计,剪切能力大大提高;5、合理的气动系统设计理念,主管道采用不锈钢管传输,降低了压缩空气损耗;电磁阀安装在相应控制气缸的下方,响应速度快,便后维护。6、PLC控制,可设置钢筋数量、规格等,具备记忆、存储功能;
 昭通钢筋锯切套丝生产线承诺守信
昭通钢筋锯切套丝生产线承诺守信
