
通过近期的一次市场调查回访,我们发现很多客户对冷拔方钢焊接接头的要求认识不清。今天,小编就把相关信息分享给大家,希望能引起大家的注意,让大家对冷拔方钢有一个深入的了解。这样大家在购买和使用冷拔方钢时就能做到心中有数,不怕上当受骗,希望对大家有所启发和帮助。穿孔等离子弧焊可焊接各种材料的2-10腿厚的平板,冷拔方钢焊接接头要求在平焊位置对接。可实现高速焊接,并具有足够的熔深,可实现单面焊接、双面成形。虽然影响焊接过程的因素很多,这些因素之间的关系也很复杂,但电弧功率为宏观判断性能提供了有用的证据。穿孔等离子弧焊接的缺点是容易产生咬边,但通过优化焊接参数和采用脉冲等离子弧焊接可以控制。事实上,等离子体存在于所有的电弧中,并且如第六章所讨论的,它可以通过强热压缩条件得到增强。因此,当TIG焊具有足够大的电流时,也可能具有穿孔焊的特点。
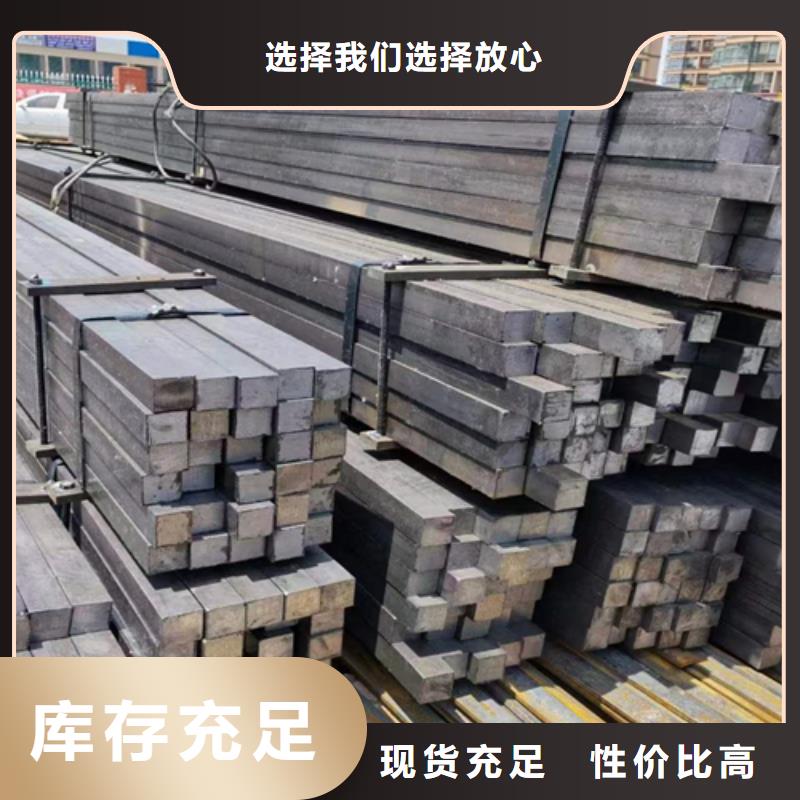
随州15CrMo方钢方铁-发货迅速冷拉冷拔方钢生产制造时的留意难题以及运用范畴冷拉方钢生产制造时,两立杆的滚动轴承销和定位销将做为精准定位标准。这时,大家必须留意上承重梁或下承重梁和左立杆或右立杆应当用高强螺栓组合成一个总体。也就是说,冷拉方钢生产制造时要留意冷拉方钢的滚动轴承销和销孔的相互配合,安裝时也应区别相互配合标识。在冷拉方钢的生产制造全过程中,因为四个滑轨能够分成二种规格型号,总宽也是有非常大的不一样,冷拉方钢因此在声卡机架的内壁应当安裝四个滑轨。2个较宽的应当安裝在挨近传动系统侧,实际上,应当安裝在挨近主电动机侧。冷拉方钢应留意的是,主架构的平整度务必用水准仪校准,便于主架构的平整度尺寸公差为2毫米/m/m。声卡机架安全性安裝进行后,冷拉方钢应留意用扭矩扳手扭紧高强螺栓组,扭紧扭距为750N/m。随后,在生产制造冷拉方钢时,在扭紧架构联接地脚螺栓后,应留意确定立杆和承重梁的焊接面沒有空隙,冷拉方钢立即在架构上进行。冷拉方钢还应留意的是,在制做冷拉方钢时,主架构应吊至预置的安裝部位,冷拉方钢应留意的是,仅有下承重梁的吊孔可用以避免 架构联接地脚螺栓承受力。并且也要留意务必依照加工工艺设计图校准主架构的水准部位以及设计标高,务必留意主架构和2个主电动机的相对位置。冷拉方钢的运用的范畴很广,现阶段关键牵涉到五金工具,汽车零配件,标件,标准件,机械设备制造,纺织器材,电梯导轨,变电器这些机械制造业。
 <随州>鑫泽金属制品有限公司
<随州>鑫泽金属制品有限公司
 随州15CrMo方钢方铁-发货迅速
随州15CrMo方钢方铁-发货迅速

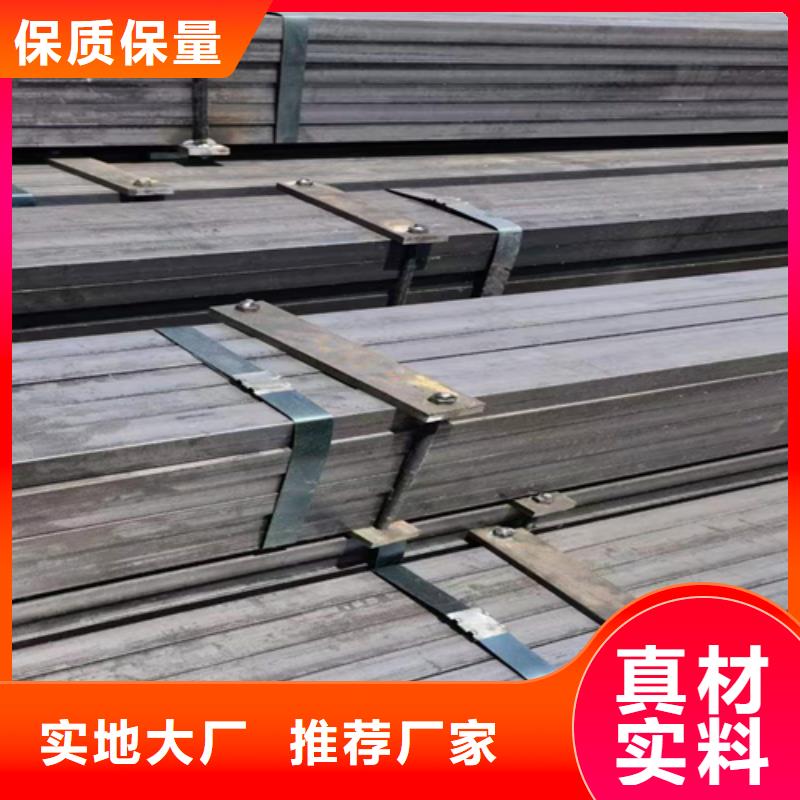
冷拔方钢在加工的时候,经常会遇到不同的情况,为了保证冷拔方钢的质量,要针对不同进行控制。主要包括以下几点:1、冷拔方钢应力控制 对于Ⅱ、Ⅲ、Ⅳ级钢筋和五号钢的钢筋,在冷拉后,作预应力钢筋使用的,要用冷拉应力控制。但钢筋冷拉后经检查,冷拉率超过了规范规定值,还要再进行机械能实验。 2、冷拔率测定控制要求 以冷拉率控制钢筋冷拉时,控制值要由试验确定。冷拉型钢试验测定时要求:同炉同批的测定试件,不能少于四个,每个试件都要按规范规定的冷拉应力测定相应的冷拉率,并取试件的平均值作为该炉该批钢筋的实际冷拉率。如果钢筋强度偏高,平均的冷拉率低于百分之一时,在钢筋冷拉时,仍要按百分之一的冷拉率控制。 3、不同炉批的冷拔控制 对于混杂,分不清炉批的钢筋,冷拉时,不能用冷拉率控制,而且要冷拉多根连接的钢筋,每根的冷拉率和控制应力都要符合规范规定。 4、冷拔速度控制 要使钢筋充分变形,就要适当控制冷拉速度,一般以0.5~1为宜。同时要求,冷拉到规定的应力和冷拉率以后,随即停拉两到三以后,再放松钢筋,结束冷拉,以给钢筋充分变形的时间。
 随州15CrMo方钢方铁-发货迅速
随州15CrMo方钢方铁-发货迅速
通过企业对冷拔方钢整体生产力的推动,做好先进优势表现力的良好发挥状态下,针对方钢产品的应用特性,从工艺到整个生产过程都进行了较大的改革,为促进产品不断发展为基础,增强各方面应用能力的体现,是方钢产品快速占领市场的重要因素,要以强大的发展优势,提高对产品实际水平的发展,增强其性能的终体现,从而促进企业完善的生产经营能力,以此来扩大产品各方面发展的优势。面对冷拔方钢的生产加工,公司拿出了比较完善的工艺改进流程,在增强企业员工应用能力的前提下,遵循产品的性能及应用的优势,体现出产品实际应用的效果,以快速发展的优势加大对其品质上的提高。在应对竞争的市场变化过程中,更要加大对产品品质的要求,以可靠的产品质量,应对激烈的竞争,体现出企业的优秀实力。要大力开发冷拔方钢的不同规格,增强产品多元化发展的优势,依靠企业不断增长的产品基础,以实力来体现其不断完善的能力,为了进一步体现出产品的优势,要将其基础工作先做好,只有完善的发展才能增强企业的生产动力。
