
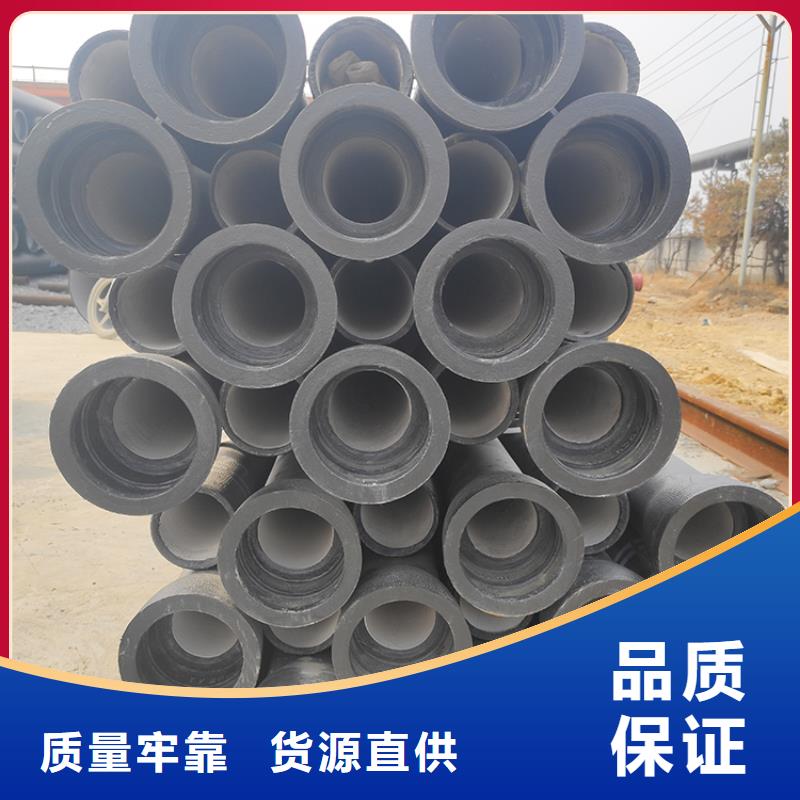




因此,在日常生产和应用中,应如何提高球墨铸铁管的防腐功能?在这个问题上,要想从根本上,就必须了解管道本身的结构。根据抽样调查的球墨铸铁管在中国十几个典型的城市中国乡镇供水管网的静态泄漏率达到12~13%远远超过标准的城市泄漏率控制在6%以下的。所以,球墨铸铁管道的防腐一直是一个需要处理的大问题。目前,为了提高球墨铸铁管的防腐性能,在球墨铸铁管锌层外防腐非常重要,能有效减少腐蚀。到目前为止,锌和沥青的外部防腐应该是球墨铸铁管本的保护材料。对于腐蚀性较强的区域的管道敷设,可在基础保护层的基础上进行特殊维护,增加聚乙烯膜涂层、聚亚安酯涂层或聚乙烯涂层。球墨铸铁是由离心式球墨铸铁机快速挤压铸造而成的管件,通常被称为球墨铸铁管、球墨铸铁管和球墨铸铁管,称为球墨铸铁管。
离心球墨铸铁管:采用代拉伏法水冷金属型离心机.Dg100 mm以下的铸型采用封闭水套冷却,Dg150rnm以上的铸型都用雨淋式冷却。浇注时需在流植进口端加入硅钙合金作孕育处理,每次浇注完毕后,需要在铸型内表面用压缩空气喷涂一层薄薄的干硅钙粉,离心机是一个由上下两半部组成的密闭式壳体,支承铸型的滚轮架安装在壳体底部,铸型前端套着齿圈,安装在壳体底上的直流调速电机通过齿轮直接传动铸型,壳休两端铸型通过处都装有密封圈,壳体前端安装着一个山气缸翻动的半环形声全。离心机的壳体下面装有轮子,以便在倾斜轨道上作往复运动,离心机的往复移动采用液压装置,压力为9.65 x 105Pa.其移动速度通过溢流阀调节,离心机的电缆和冷却水进出软管一般固定在机器旁边的柱子上,另一端接在壳体上,随机一起移动。离心机的生产规格一般是固定的,如果要在一台离心机上生产几种规格的管子,则需要更换扇形包,铁水流植和支撑铸型的滚轮架等。
球墨铸铁管清理工作是怎样进行的:1、清理管口:将承口内的所有杂物擦洗干净;2、清理胶圈、上胶圈:将胶圈上的粘着物清擦干净,把胶圈弯为“梅花形”或“8”字形装入承口槽内,并用手沿整个胶圈按压一遍,或用橡皮锤砸实,确保胶圈各个部分不翘不扭,均匀地卡在槽内;3、在插口外表面和胶圈上涂刷润滑剂:将润滑剂均匀地涂刷在承口安装好的胶圈内表面、在插口外表面涂刷润滑剂时要将插口线以外的插口部位全部刷匀。
球墨铸铁管铸造体系的规划需注意什么:
1、消失模铸造液态金属充型过程中,泡沫模具液化、气化后退让出的空间被金属液所占有,假如金属液充型速度慢,形成时刻间隙过大,会形成局部崩塌的风险。充型速度快,形成泡沫模具不能充沛气化,在型内增加渣量;
2、浇注体系规划要考虑容貌束摆放便利。一起满足干砂能充填到容貌的一切内腔,防止容貌平面处于水平方位,以及盲孔处于水平或向下的方位;
3、要考虑容貌束摆放便利,一起还要考虑到干砂能填充到容貌的全部内腔,防止容貌的平面处于水平方位,以及盲孔处于水平或向下的方位;
4、浇注体系的规划要确保容貌束的全体强度。尤其是上涂料今后要确保内浇道等连接处可以接受搬运、振荡填砂等操作;
5、浇注体系多选用简略的方式。以缩短金属液流经的间隔。直浇道与铸件容貌之间的间隔不可过小,以确保液态金属充型过程中不因砂型温度升高而使容貌变形;
6、金属液压头应超过金属前沿的界面气体压力,以防呛火(反喷);
7、浇注体系的规划应该有利于金属液顺利平稳地充满整个型腔,并且具有较强的减渣、消渣和排气能力;具有良好的集渣、存气功能,以获得无缺陷的铸件;
8、只要具有必定厚度的吃砂量,在真空后才干产生足够的强度,形成坚硬的铸型,使其能接受住金属液静压力的效果。
球墨铸铁管有很多优势:1)抗拉强度高,是一般灰铸铁管的3倍;韧性好,延伸率高,为5-15%。2)耐冲击、耐震动、耐腐蚀,比钢管好。3)造价较高,只比钢管略低^4)其耐腐蚀虽比钢管要好,但是其管壁薄,埋设在土壤中受蚀穿孔的速度比灰铸铁管快得多,若外防腐作得不够,几乎在5-8年内就发生腐蚀穿孔,而管材在腐蚀土壤中的受腐蚀速度达0.5-1. 5mm/a 因此球墨管的外腐蚀一定要按要求做好,而这点在生产、施工、安装中不易保证,造成事故隐患。5)其内衬一般为水泥砂浆涂敷,水泥砂浆衬里在某些情况下会对水质产生不利影响,试验表明如砂浆受到能溶解石灰的水侵蚀会导致砂浆流失、砂浆受损、水被碱化、PH值升高、增加氯耗、水消毒的效果受到影响等。而且由于水泥与铸铁性能差异较大,在外冲击、内压、温度变化等条件下,水泥砂浆衬里更易裂纹,导致水分渗入,甚至剥落,造成水阻增大,影响水质。6)水力性能差、能耗高。球墨铸铁管的管内糙率系数在〇. 013-0. 014之间这样对于同样输水量,同等管径的管线,其沿程阻力就高,需要增大泵的扬程,增大初期投资,同时运行费用因耗电量大,也大幅度增大。7)普通管道存在对水锤作用承载能力差,极易引起重大事故。采用球墨铸铁管则可避免这种危险性
