


衬塑防腐设备的制作工艺是采取设备加热、整体滚塑成型,具有较好的防腐性能以及密封性,但是随着使用时间的增加,也难免会出现一些问题,比如发生泄漏,给使用带来影响,应及时处理。在使用衬塑防腐设备之前的时候一定要把水为料试压,并且要在管口以及人孔的边缘涂上肥皂水,这样能够很方便的检查出密封性能是不是良好的。当我们重新拧紧螺栓以后,如果还会发生泄漏的情况那么我们就一定要及时检查一下垫圈,看看是不是存在问题。我们还可以根据不同的压力以及温度和介质来选择较为合适的垫圈。当我们更换垫圈的时候应当确保新的垫圈很好的贴在法兰的面上,防止有扭曲或者凹凸不平的情况发生。在使用衬塑防腐设备的整个过程当中,伴随着垫圈的老化以及螺栓的松动,有可能会使设备发生泄漏的情况,所以平时使用中要注意经常对各个密封垫进行检查,发生老化应及时更换,避免造成泄漏,还要对螺栓进行检查,如出现松动及时拧紧。
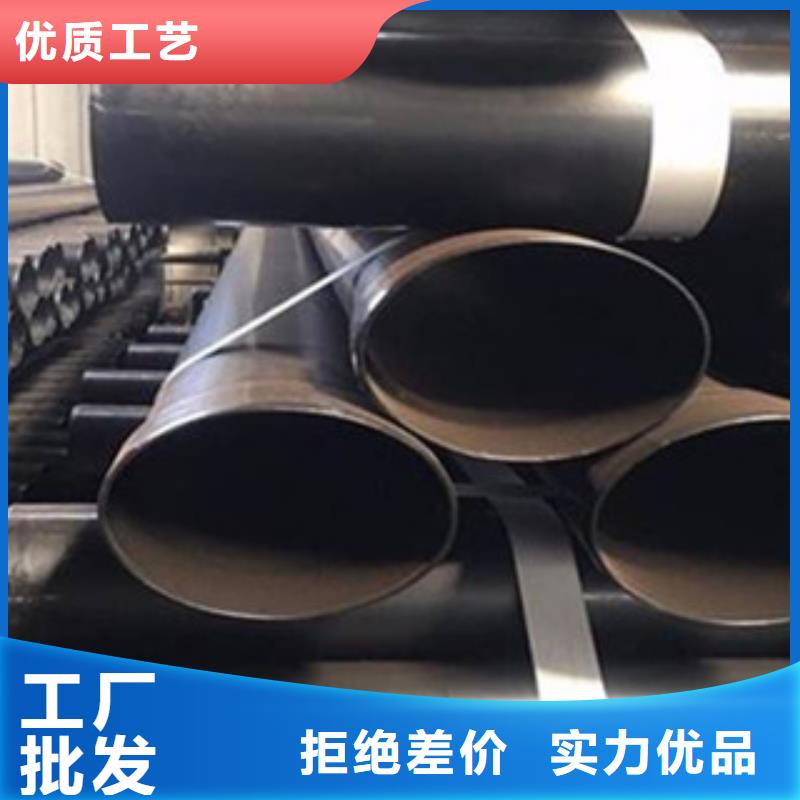
一般来说,衬塑管道的标准主要在于其管道的外观以及尺寸标准,现在市面上常见的衬塑管道有不同的类型,其中,DN50公称直径的钢管其管长必须在3米以下,厚度也不能超过3mm。 对于衬塑管道的直径,规定在2000以下的衬塑容器,其钢件的厚度 在6mm左右,单间长度控制在4500以内,而相对应的,其衬塑厚度在5-5之间,这也是标准中标定的浮动范围之一。 所以并不是所有的衬塑管道都是可以通用的,因为外界给它的作用力是不一样的,所以为了达到我们的使用要求,就需要根据标准选择合适的产品。安装衬塑管道必要的工作 衬塑管道是非常好的材料,它在实际中的表现非常的好,但是如果想要保证它的效果还需要做好的它的安装工作。
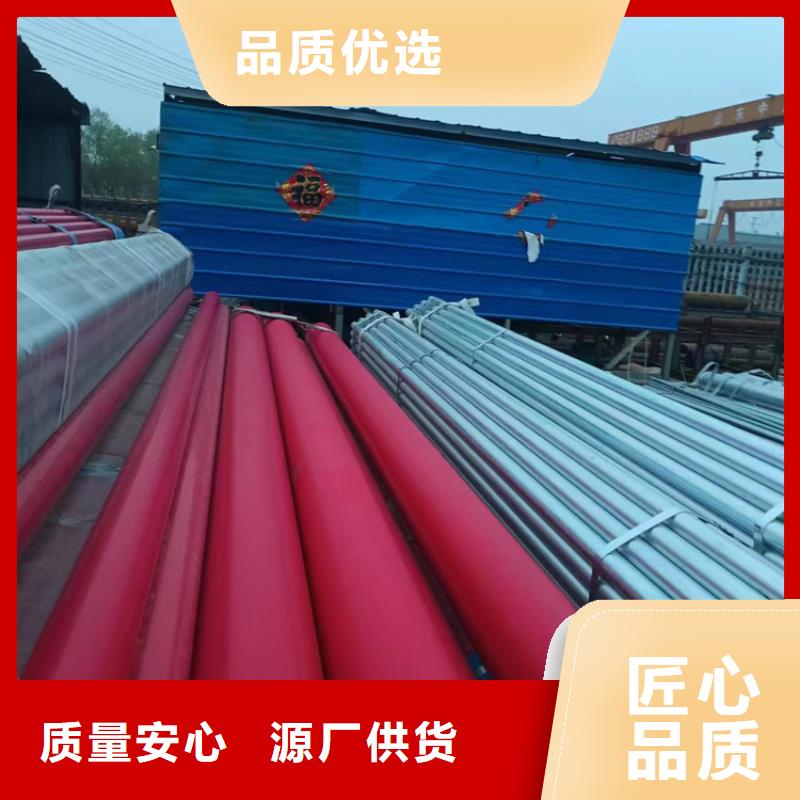
衬塑防腐设备的滚动辊圆周速度宜控制在40转/分以内,但不低于2转/分,一般管径越大速度越慢。停转时,卸下密封面工装后 次找平并冷却塑层,直至密封面光亮,光滑,凝固。冷却时必须转动,防止可能因温度局部过高而流淌影响使用及美观。法兰拐角等较厚地方可采取湿布、喷雾等方法在外部快速降温。局部降温速度不宜太快,冷却水等不得接触衬层,防止衬层收缩过大,引起分层或剥离。时间一般不超过2min,且滚动架上转速应低于30转/分。表面稍粗糙或平面度稍起伏,可用火焰或加热炉均匀加热,但避免因局部温度过高或燃烧而成黄色。衬塑防腐设备的衬塑事项就介绍到这里了,只有掌握正确的衬塑事项,我们才能避免操作过程中出现误差,所以以上介绍的几点注意事项,希望厂家和操作人员都能特别注衬塑钢管内衬层材质有哪些
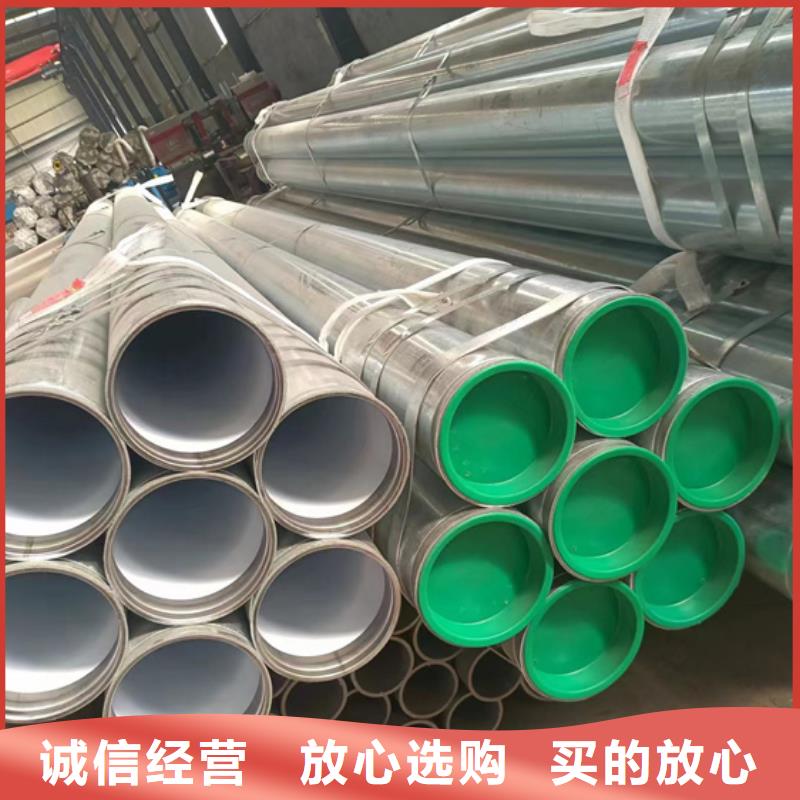
衬塑钢管衬塑工艺:钢管前处理后,在塑料管的外壁上均匀地涂抹上胶粘剂,然后放在钢管内使其膨胀而形成的钢塑复合产品。滚塑工艺:钢管前处理后进行加热,在钢管旋转的同时,把聚乙烯粉末均匀地滚撒在内壁上,然后进行固化处理而形成的钢塑复合产品。涂塑工艺:钢管前处理后进行加热,进行高速涂塑处理,然后进行固化处理而形成的钢塑复合产品。衬塑钢管
衬塑钢管给水衬塑钢管应符合CJ/T136标准的要求。外覆塑层与钢管之间的胶粘剂应符合SY/T0413对胶粘剂的要求。内衬聚乙烯(PE)钢管的内衬塑料应符合GB/T13663对塑料的要求。内衬耐热聚乙烯(PE-RT)钢管的内衬塑料应符合CJ/T175对塑料的要求。内衬交联聚乙烯(PE-X)钢管的内衬塑料应符合GB/T18992.2对塑料的要求。
