您的位置>首页 >沧州当地产品News >
琼中县直缝焊管直缝焊管和螺旋管有什么区别规格齐全
发布时间: 2024-07-08 04:20:25 浏览次数:5
以下是:琼中县直缝焊管直缝焊管和螺旋管有什么区别规格齐全的产品参数
| 产品参数 |
|---|
| 产品价格 | 批发 |
|---|
| 发货期限 | 1-3天 |
|---|
| 供货总量 | 100 |
|---|
| 运费说明 | 电议 |
|---|
| 最小起订 | 1支订 |
|---|
| 质量等级 | 1级 |
|---|
| 是否厂家 | 生产厂 |
|---|
| 产品材质 | 235b等 |
|---|
| 产品品牌 | 山特金属 |
|---|
| 产品规格 | 齐全 |
|---|
| 发货城市 | 山东 |
|---|
| 产品产地 | 山东 |
|---|
| 加工定制 | 可加工 |
|---|
| 产品型号 | 齐全 |
|---|
| 可售卖地 | 全国 |
|---|
| 产品重量 | 吨 |
|---|
| 产品颜色 | 碳黑 |
|---|
| 质保时间 | 1-5年 |
|---|
| 外形尺寸 | 300-6000 |
|---|
| 适用领域 | 管道 |
|---|
| 是否进口 | 否 |
|---|
| 质量认证 | 3年 |
|---|
| 产品功率 | 32 |
|---|
| 工作温度 | 常温 |
|---|
| 公司品牌 | 山特金属 |
|---|
| 材质 | Q235A、Q235B、Q235C、Q355B、Q355C、Q345R、O355R、45# 、16MN等、 |
|---|
| 椭圆度 | 正负3MM |
|---|
| 执行标准 | GB/T50205-2001 GB/T3092-2001 |
|---|
| 适用区域 | 电力 化工 设备 管道 电机壳等 |
|---|
以下是:琼中县直缝焊管直缝焊管和螺旋管有什么区别规格齐全的图文视频
导读 琼中县直缝焊管直缝焊管和螺旋管有什么区别规格齐全,河北省沧州市山特金属制品有限公司为您提供琼中县直缝焊管直缝焊管和螺旋管有什么区别规格齐全的最新资讯,联系人:张经理,电话:13863598006、15206358344,QQ:940273024,发货地:聊城经济开发区汇通国际金属物流园发货到沧州。 河北省,沧州市 沧州市,河北省辖地级市,地处河北省东南部、河北平原东部的黑龙港流域,东部滨临渤海,北部与天津市、廊坊市接壤,西部及西南部与保定市、衡水市毗邻,南隔漳卫新河与山东省的滨州市、德州市相望。截至2022年3月,全市辖2个市辖区、10个县,代管4个县级市,总面积14304.26平方千米。截至2022年末,沧州市常住人口为731.48万人。
我们的琼中县直缝焊管直缝焊管和螺旋管有什么区别规格齐全视频现已上线,产品魅力难挡,视频揭晓全貌,速来围观!
以下是:琼中县直缝焊管直缝焊管和螺旋管有什么区别规格齐全的图文介绍

沧州山特金属制品有限公司拥有一批高素质的技术管理队伍以及【冷拨圆钢】完整的制造工艺,为客户打造出,节能,稳定,美观,实用的【冷拨圆钢】。高品质(沧州山特金属制品有限公司家通过ISO9001质量体系,完善的售后回访制度,严格把关每一个细节,做到每个【冷拨圆钢】都在优化改进)高技术(沧州山特金属制品有限公司坚持每年拿销售收入百分之十投入作为研发费用,与行业领头企业建立技术交流通道,不断吸收消化国际先进的【冷拨圆钢】技术)效率高(沧州山特金属制品有限公司拥有十余台【冷拨圆钢】精加工设备,还有十余名行业技术人员,保证用短时间为客户做出质量好的【冷拨圆钢】产品)


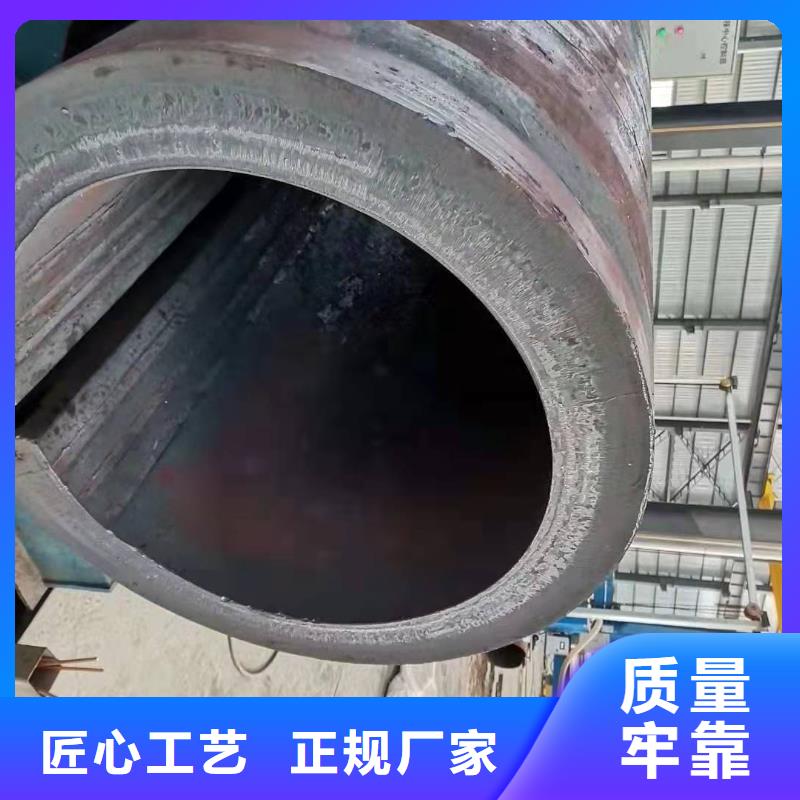
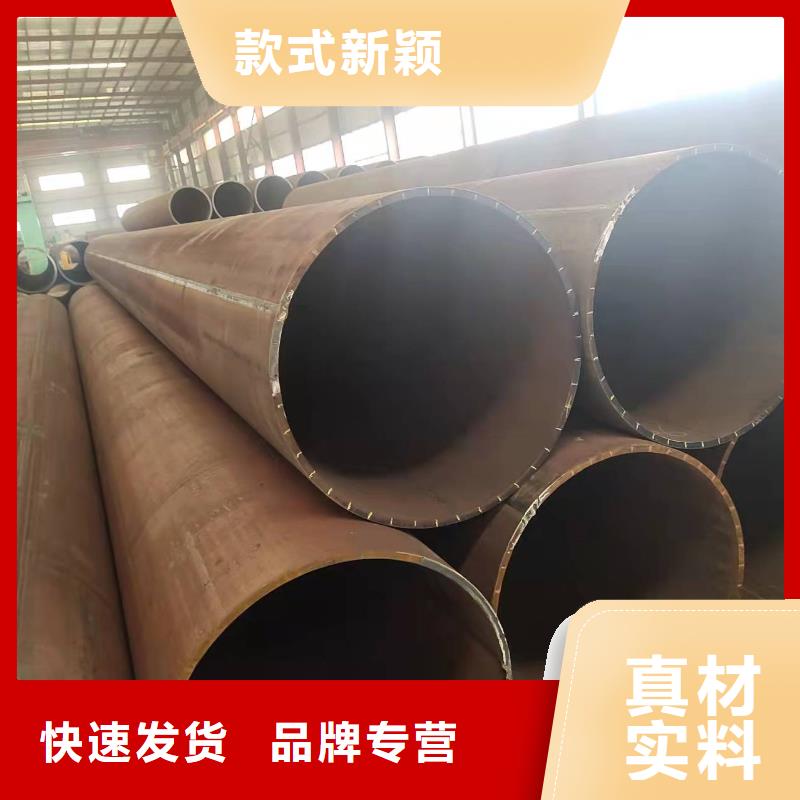
钢板卷管钢板卷管采用一次性成型工艺,卷制时,先将钢板两头压弯,直径应小于卷管直径。然后调整滚床压力,分二到三次卷制钢管。将卷好的管节点焊加固,御下滚床后运往焊接平台施焊。对焊接完的管节进行第二次滚圆,卷管的校圆样板的弧长应为管子周长的1/6~1/4;样板与管内壁的不贴合间隙应符合下列规定: 1对接纵缝不得大于壁厚的10%加2mm,且不得大于3mm。 2离管端200mm的对接纵缝处不得大于2mm。 3其他部位不得大于1mm。 4卷管端面与中心线的垂直偏差不得大于管子外径的1%,且不得大于3mm。平直度偏差不得大于1mm/m。 5焊缝不能双面成型的卷管,当公称直径大于或等于600mm时,宜在管内进行封底焊。



大口径厚壁钢板卷管,不锈钢卷管、锥形卷管、异形卷管工艺流程图 锥形卷管、异形卷管成型注意事项: ①把卷板机上面的管子一端抬高,把小锥面放在低端,卷制时不断移动大端,大端的进入速度要加快; ②在辊子的一段加一个旁轮卷锥装置; ③在卷板机的下辊两侧装两个锥筒,卷制的时候把小端靠在锥筒上,小端的板边就会倚着锥筒往里进. 大口径卷管、厚壁卷管、大口径厚壁卷管加工工艺流程图


总结 今年在河北省沧州市购买琼中县直缝焊管直缝焊管和螺旋管有什么区别规格齐全有了新选择,河北省沧州市山特金属制品有限公司始终坚守以用户为中心的服务理念,将品质作为发展的基石。厂家直销,确保为您提供价格实惠且品质卓越的琼中县直缝焊管直缝焊管和螺旋管有什么区别规格齐全产品。如需购买或咨询,请随时联系我们,联系人:张经理-15206358344,QQ:940273024,地址:经济开发区汇通国际金属物流园。