




金昌金属带锯床全国走货 <金昌>建贸机械设备有限公司
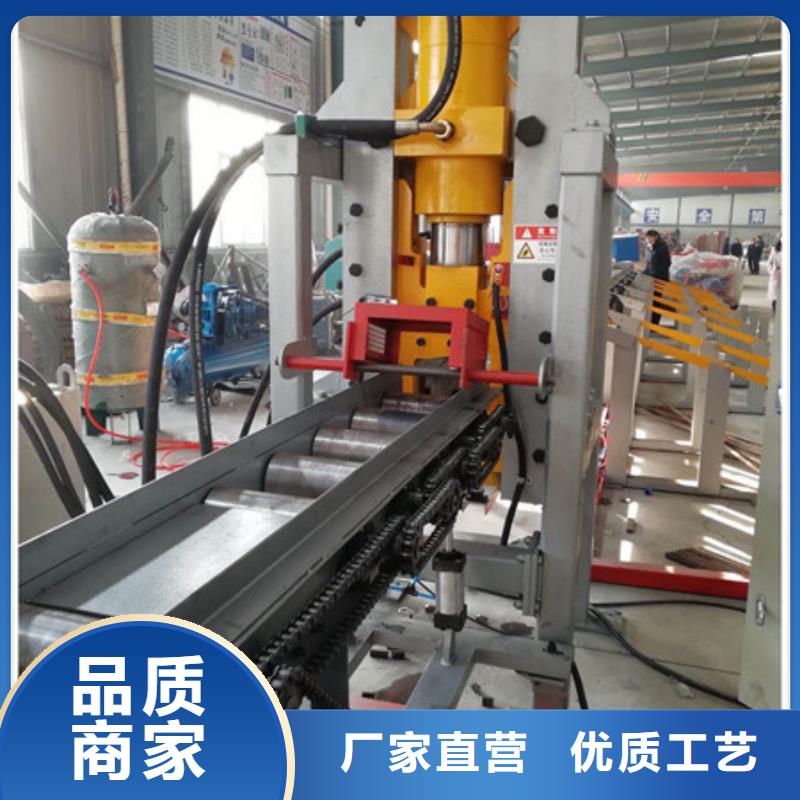
双立柱卧式金属带锯床系列带锯床特点:
双立柱结构,垂直升降,稳定性高
切削速度液压控制,无极调速
工件夹紧液压夹紧,操作方便
定制三向液压紧紧装置
该产品具有结构紧凑、性能稳定、操作简单、生产效率高、安全性强等特点
锯条断裂感应,自动紧急停机
主要特点:
-人机界面取代传统控制面板功能,数字设定、指示灯等,随时显示设备状态操作提示,参数设定。
-PLC可编程控制控制器,设定锯切全过程的自动程序。
-送料长度采用光栅尺控制,长度误差小于0.2mm。
-采用滚动轴承和硬质合金的锯条导向装置和锯条过载保护装置。


主电机功率5.5kW
液压泵电机功率因数补偿 1.5
冷却液泵电机功率0.4kW
电压380V
频率50Hz
机床(抬起)外形尺寸(长*宽*高)2660*2385*2370mm
机床净重2200kg
箱体尺寸长*宽*高)2940*2580*2000mm
毛重3200kg
机床的主要特征:
1、机床通过机械、电气、液压的配合,自动进刀、切割完毕锯架自动快速上升(即退刀)的功能。
2、进给速度,在给定的范围内,可进行无级调 整 。
3、锯切材料时锯条从夹 紧 虎钳中间经过,虎钳夹 紧 材料,防止锯切短料时不稳抖动造成拉齿。
3、由于其切削刀具 ,采用进口的、薄片的双金属带锯条,因此,切口窄,耗材少,所需动力小,是中小型企、事业单位切割大型钢胚、一种具有显节材又节能的高效切割刀具 。
钢筋带锯床故障 :锯切时产生尖叫 :1:锯带速度过快或进给量偏大。2:冷却液选择不当或配比不合。3:导向块过紧。4:材料中有硬块。5:锯条齿轮不符。? 排除措施:1:降低速度或进给量。2:更换冷却液。3:调整导向块间隙。4:将工件转动一定的角度再重新切削。5:重选齿轮。? 故障: 锯料倾斜:1:锯齿选择不当。2:导向臂调整不当台面或钳口不垂直。3:导向块间隙太大。4:锯条分齿不对称。5:锯带张紧度不够。6:进给量太大。? 排除方法:1:选用合适锯带。2:重新调整导向臂。3:调整导向块间隙。4:更换合格锯带。5:提高张紧力。6:降低进给量。? 故障:锯带闷车打滑或中断切削:1:进给量太大。2:过载保护过载量小。排除方法:1:降低进给量。2:调大过载量。

如果在锯床运行中,有危险发生时,应该立即按下“紧急停机”按钮。锯轮轴承,半年内应加一次润滑脂,变速箱内润滑油一年更换一次。冷却液有损人体皮肤,操作人员在清理或排放时应注意防护。停机时不允许锯带工件。经常清洗工作虎钳导轨部分的铁屑,保证活动钳口的灵活。每天锯削完毕后,应将锯条放松,其使用寿命。夏季室温高于摄氏度时,应对油箱进行风冷。锯条在运转时严禁用手与锯齿部。机床闲置不用时,对导轨及机床加工面应加油封,防止锈蚀。
使锯削的具有广泛的意义,如锯床只要锯条变形的反馈,即可对锯削速度进行自适应。伺服阀,即可对锯削的速度和位置控制进行。系统的管理功能使材料和工件的管理更方便。系统的中文界面和实时的图形状态显示,使操作更友好更直观。锯削下料长度通过调节标尺14与返回到位开关的相对位置来实现,下料数量由计数器实现,各的完成由到位开关检测。锯削速度由调压阀供油压力进行控制。系统的模拟输入输出模块各的逻辑关系由继电器完成,驱动由动力油缸完成,控制由电磁阀完成。
