






这种缺陷只有消失模中有,这是由它的充型特殊性造成的。如前所言,消失模属实型,造型材料使用干砂,砂粒之间没有粘结剂,铸型的形状是由消失模维持的,充型过程是在浇注时铁液流动前沿,将靠近它的消失模逐次不断气化,不断充型。消失模气化过早会使铸型溃散;过迟,气化后的气体不断排出。球墨铸铁管件充型速度不同时,充型速度较慢的铸件的消失模会有相对较多的气休,两个相邻的铸件铁液液位高度不同时,在铁液压力的作用下型壁移向另一方,造成此类缺陷。所以须严格注意两件浇注系统的合理分配,以避免此类缺陷出现。在一个浇注系统有两个以上的球墨铸铁管件时,在相邻的两个铸件中,其中一个铸件的壁厚增加而另一个铸件的壁厚减小,更有甚者两个铸件一个铸件出现大孔洞,而另一个铸件局部增厚一倍。

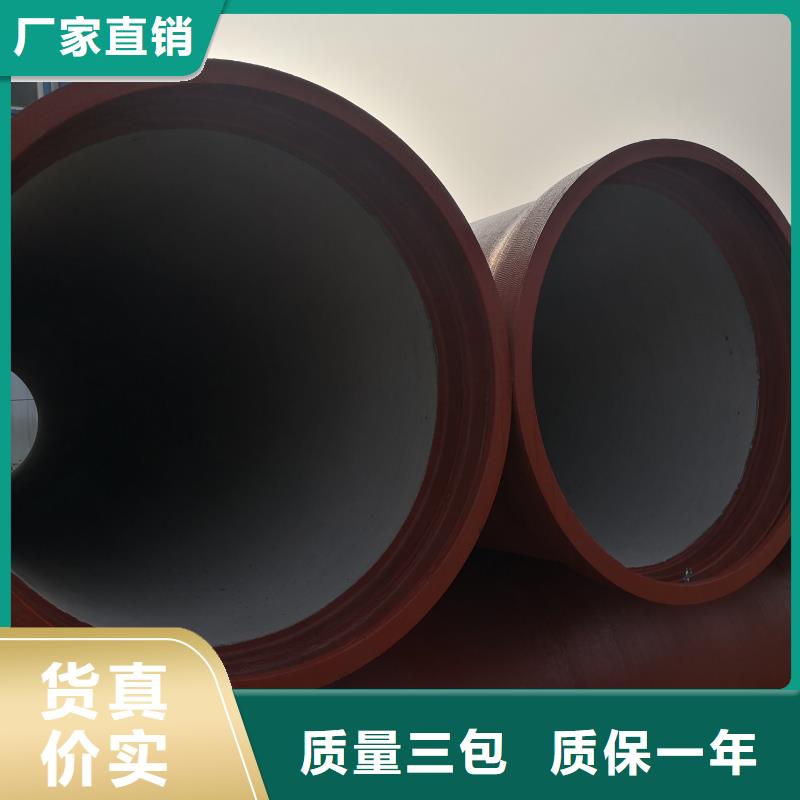
大口径球墨铸铁管件其外观光洁,表面美观,壁厚均匀,同时铸件尺寸达到IS02531标准和GB/T13295标准要求。采用消失模铸造工艺后,产品质量得到了提高,生产成本或得了降低同时得到客户认可球墨管则多用于市政、消防、给水、供水、排水较优质场合的使用。它们用途的区别:根据这两种不同铁管的特性,柔性铸铁管多用于建筑物地下管道使用,或者使用高层排水的一种排水管材。它们工艺性能的区别:柔性铸铁管具有强度大、韧性好、管壁薄等特性,并能承受较高的压力,在内水压下具有良好的挠曲性、伸缩性。球墨管具有同样的良好特性,并具有高强度、高延伸率、耐腐蚀的钢筋铁骨。消失模铸造球墨铸铁管件易变形。造成变形主要在制模、涂料、填砂造型等工序上。致使管件几何尺寸不符合标准尺寸。对于大口径球墨铸铁管件更容易产生变形。所以采用树脂砂圆环支持的办法解决变形或组合采用内加支撑环,外部加入支撑钢带的复合措施来防止。按照以上工艺生产的。

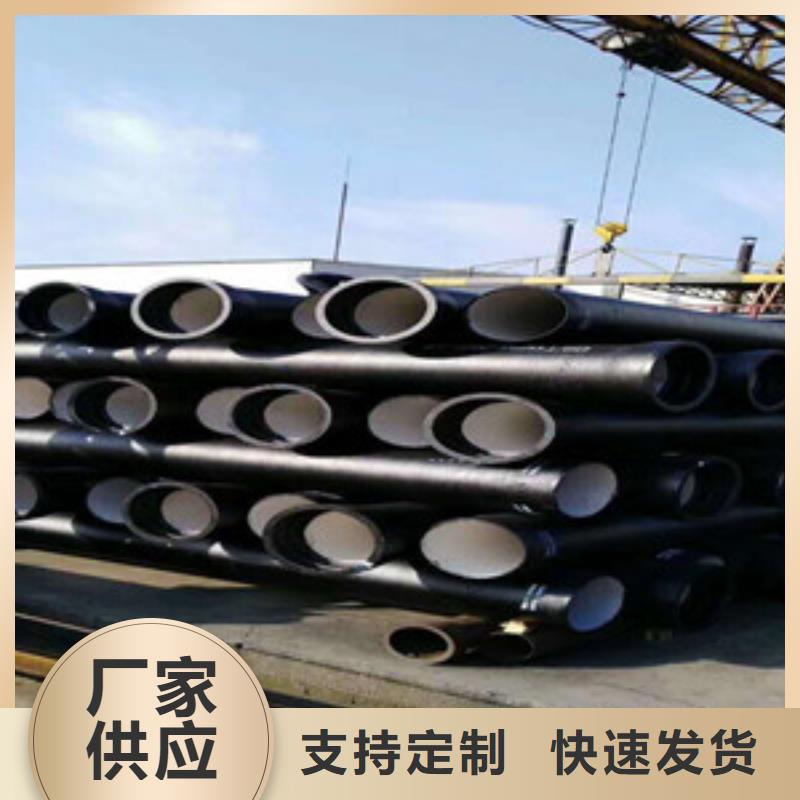
所以对于给水球墨铸铁管的质量是要求很是高的,因为一旦因为质量问题导致了给水球墨铸铁管泄漏,将会浪费很多的资源,并且要想修补的话将会是一个很大的工程,很不方便,所以这就要求我们在使用之前一定要仔细的检查给水球墨铸铁管是否有缺漏,在选购的时候一定要仔细的考察公司资质和产品质量,如果您有需要的话可以找我们,我们在生产和制造的过程中一直都是严格的按照施工要求和标准来实施的,所以您打可以放心的进行购买和使用。球铁生产中,由于Ce的存在,Sr的孕育效果受到削弱。含Zr硅铁有类似于含Ba硅铁的作用,而表现得较弱。但Zr有除气功能和合金化作用,对铸铁的力学性能起稳定作用。含Zr硅铁的熔点高,故常Zr-Mn共存,以降低其熔点。高Ca的孕育剂,兼有脱硫脱氧和防白口及增加石墨核的作用,在二十世纪五、六十年代多有使用,后来由于焦碳和铁液质量的改善,CaSi已很少单独使用,偶见于与FeSi或FeSiRE复合使用。碳硅孕育剂中的碳(石墨)使这种孕育剂有十分的防止白口能力。对由高温铁液生产边角多、壁厚较薄的灰铁件时,较为适用。水压薄壁件,有防渗漏要求时,亦可作为选项。球铁生产中,碳硅孕育剂不应使用。球墨铸铁管是用来长距离的运输我们生活必须的资源。
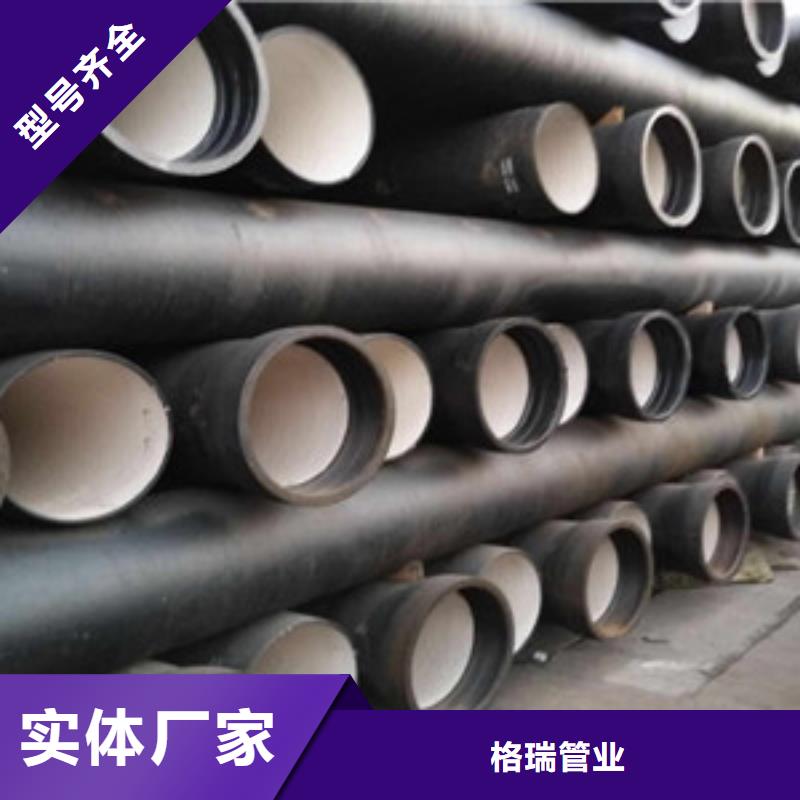
山东聊城格瑞球墨铸铁管使用哪种工具球墨铸铁管安装施工时球墨铸铁管管道长度不合适时必须使用工具切割, 对于因损坏或施工需要对球墨铸铁管进行切割前应将需切的球墨铸铁管放在水平面或方木上并对切掉部门沿铸铁管一周用记号笔进行标记. 切割球墨铸铁管可使用砂轮切割机或电动金属锯切管机.砂轮切割机可以用电或压缩空气带动 它们使用情况的区别:柔性铸铁管的公称口径为75~1200毫米,能适应较大的轴向位移和横向由挠变形,对地震区尤为合适。球墨管的公称口径为80~2200毫米,又很好的耐腐蚀性。以上铸铁管的区别还有安装形式不同则使用的场合也有不同。各种铸铁管根据壁厚不同所分的级别也有不同,选择时要分清A\B\P\G等也可以靠间接内燃机带动.很多切割机可以装配切割用砂轮和磨光砂轮.假如在施工现场只使用一个切割机那么这种切割机应适应装配两种砂轮.

