





常呈现的维修误区。毛病未定位盲目的拆开设备。一些修补人员因为对带锯床结构、原理不清楚,不仔细分析毛病原因,不能判别毛病部位,凭着 大约、差不多的思维盲目对机械大拆大卸,成果不光原毛病未扫除,并且因为修补技能和工艺较差,又呈现新的问题。 当数控机床呈现毛病后,要经过检测设备进行检测,如无检测设备,可经过问、看、查、试等传统的毛病判别办法和手法,结合其结构和作业原理,断定可能发作毛病的部位。在断定毛病时,一般常用扫除法和比较法,依照从简略到复杂、先表面后内部、先总成再部件的次序进行,切忌;不问青红皂白,盲目大拆大卸。
盲目替换设备零部件。锯床数控体系毛病判别和扫除相对困难一些,有些修补人员一向选用换件实验的办法,不论大件小件,只要以为可能是导致毛病的零部件,一个一个替换实验,成果非但毛病没扫除,且把不应替换的零部件随意替换了,增加了消费者的开支。在修补时,应根据毛病现象仔细分析判别毛病原因及部位,对能修正的零部件要采纳修补的办法康复技能功能,根绝盲目替换零部件的做法。
首先降低进给量,将切割速度降低到正常切割速度的%%,切割需要在低速下进行,确保锯齿切出铁屑,当锯条全部进入到工件后,可以稍加大进给量,之后的每次锯切,逐步加大进刀速度,直到达到正常的锯切速度,如果噪音或者振动幅度很大,则需要对转速进行小幅度调整。别的普遍存在切削功率低的疑问和锯切成批量资料时加工精度不疑问这些疑问致使切削功率低的疑问究其原因在进给切削时
锯床切削液的应用与作用
、锯床切削液的作用: 在带锯条锯切过程中,切削液不仅能带走很多的切削热,下降锯切区温度,而且起到光滑,削减齿尖与资料的磨擦,下降切削力,进步锯条耐用度和生产率。切削液一般具有冷却、光滑、清洗避免发生切屑及进步防锈功用。、切削液的经济效益及份额要求: 在带锯床锯切过程中不必切削液,或切削液品种挑选不妥,配比失调,都将导致双金属带锯条锯条齿部过早磨损,严峻的将引起机床零件的发热而缩短运用寿命,然后进步生产成本,下降生产率。切削液的份额是依据资料的机械性能、化学成分,锯齿资料而确定的。
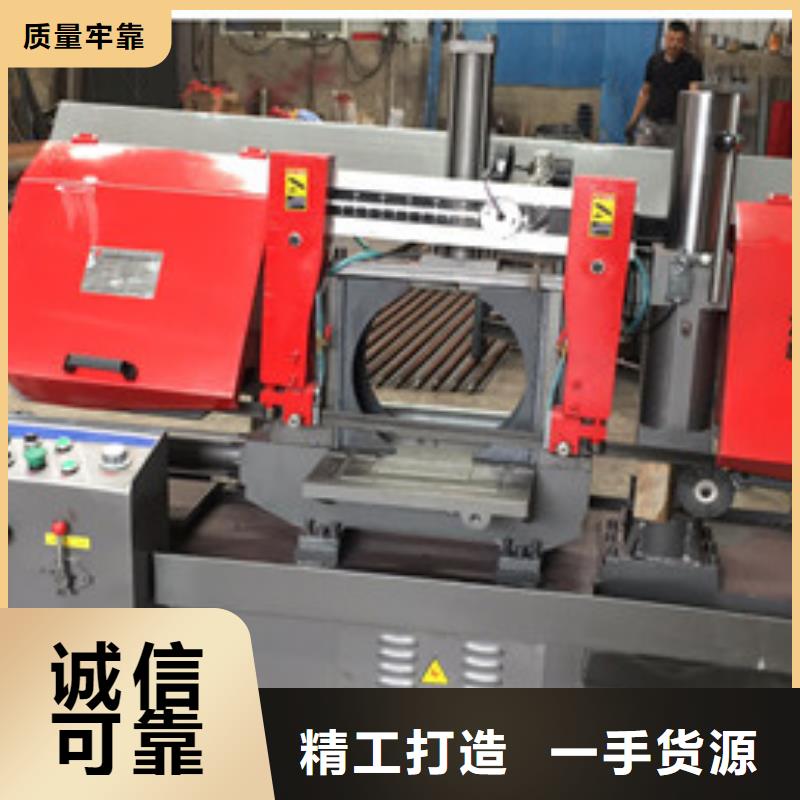
 <靖江>建贸机械设备有限公司
供应金属切割锯床认准建贸机械设备有限公司
<靖江>建贸机械设备有限公司
供应金属切割锯床认准建贸机械设备有限公司
产品特点:
1.切削速度液压控制,无极调速。
2.导向块结构科学合理,延长锯条的使用寿命。
3.双立柱结构,操作平稳。
4.锯切稳定,精度高。
5.工件夹紧采用手动夹紧,操作方便。
6.可定制三向液压加紧装置。
技术参数:
产品型号 GB4240
切削范围 400×400×400
锯带规格 3505×34×1.1
锯带线速 27、45、69
工作夹紧方式 液压
主电机功率 2.2
液压电机功率 0.42
冷却泵功率 0.04
外形尺寸 2200*1100*15
如何让您使用的带锯床更稳定使用寿命更长请做到以下几点:
在带锯床杰出光滑的基础上,锯床日常耗油量定额和定量换液压油,做好废油收回退库作业,留意设备是不是有漏油现象,避免浪费。
依照光滑卡片规则的时刻规则对锯床变速箱加油、添油和清油,对储量大的油,应按规则时刻抽样化验,视液压油质情况断定清洗换油,循环过滤及抽验周期。
按带锯床光滑图表上的规则,对设备日常加油、添油和清洗换油的分工是保证设备正常运用的要点。
用户依据带锯床设备说明书断定每台数控锯床的光滑部位和光滑点,怎么更好的光滑坚持设备清洁定期给设备加油光滑。
严厉依照设备指定油脂商标用油,光滑材料及掺配油品有必要经查验合格,光滑设备和加油用具有必要坚持清洁无异物。
带锯床每天锯切前的保养操作:查看带锯条,保证被正确的涨紧动轮上;查看钢丝刷与带锯条接触是否恰当;金属带锯床保养:带锯条设备、锯架铰接轴、主被迫轴承加满黄油光滑。金属带锯床保养:更换光滑油。钢刷传动座注油嘴用油枪注入光滑脂3六个月的保养新金属带锯床在开始运用6个月,为使锯床坚持杰出运转状况,请更换。
锯床特点:
※切削速度液压控制,无级调速
※导向块结构科学合理,延长锯条的使用寿命
※双立柱结构,操作平稳
※锯切稳定,精度高
※工作夹紧采用手动夹紧,操作方便
GB4240金属带锯床:
一. 主要用途:
本机床应用于切割高≤400mm、宽≤400mm的钢胚、铁板、钢管及大型轴类工件,亦可在选取适当的工艺参数后,切割多种黑色或有色金属材料。具有性能高、效率高和高刚性等显明特点,可代替一些国外品牌设备。
二. 机床的主要特征及参数:
1、机床通过机械、电气、液压的配合,自动进刀、切割完毕锯架自动上升(即退刀)的功能。

切削三要素可能存在匹配不合理(线速度、进给压力、进给速度),所以切削加工时易产生齿部刃口过早磨损后而发生切斜失效。 不排除导向块表而存在不平整以及夹紧间隙调整不当,从而导致带锯条齿尖切削方向相对工作台为不垂直状(以工作台为基面用角尺检测锯条张紧后不成垂直状,简称上空或下空),从而形成齿尖、带体表而切削时受力磨损不匀,引发机用锯条出现过早切斜失效。只要以为可能是导致毛病的零部件
数控带锯床送的材料尺寸不准的原因
数控带锯床送的材料尺寸不准原因: 这要看你的带锯床是如何送料定位的~是采用伺服送料定位或光栅尺定位或限位开关定位不同的定位方式有不同的问题。采用上述举例的切削用量是较为合理的
影响带锯床锯削送料的精度的原因: 对带锯床来说,根据压力的变化,液压油温度的变化以及电磁阀和继电器的滞后都影响锯削送料的精度,因此下料精度差,批量下料的一 致性也不好。此外,在改 变普通带锯床下料长度时,由于需调整送料长度标尺,操作也比较繁琐。卧式带锯床工业的存在的许多疑问每个工作都有本身的特征
