

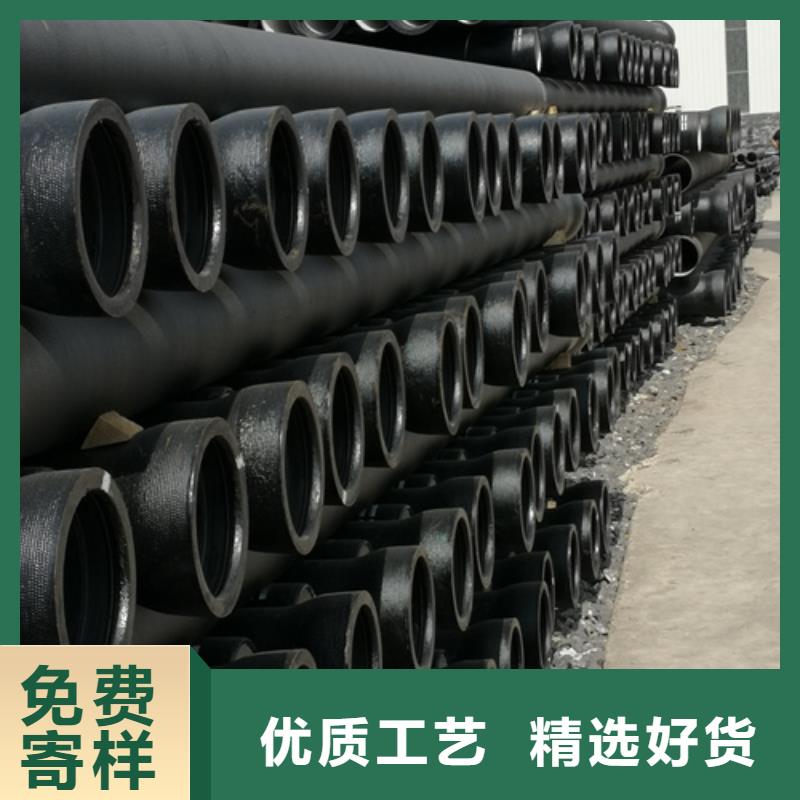
 常德球墨铸铁管
C100厂家供应
<常德>鹏瑞管业有限公司
常德球墨铸铁管
C100厂家供应
<常德>鹏瑞管业有限公司
在供水输气管道工程中主要使用的管材有水泥管、灰铁管、球墨铸铁管和钢管。可以称作污水球墨铸铁管,因为石墨的特性,球墨铸铁滑度材料,在人们的生活中使用的聚乙烯制成的管道,但是,生活中产生的油类物质都是通过这些管道进入下水道,会出现堵塞的现象,为人们带来极大的不便和金钱上的流失。但是,是使用球墨铸铁管能够在有油类物质时,不会出现堵塞的现象,还可以投入到输送油类物质的管道。为人们的生活带来了极大的便利。山东球墨铸铁管厂生产工艺先进,检验设备完善;集中频炉、离心铸管机、退火炉等高科设备于一体,年可供应DN80-DN800的离心球墨铸铁管及配套管件20万吨。产品严格按照ISO2531国际标准组织生产和检验,确保每根铸管均具有良好的机械性能合较长的使用寿命;公司先后通过ISO9001质量管理体系认证,ISO14001环境管理体系,管理体系认证,形成了完善的管理体系。

球墨铸铁管做为一种新型管材,其较好的性能表现在:力学性能优良、节省金属;施工简便、综合工程造价经济,可靠性高,耐腐蚀性能,供水输气;用于供水管线、供水管网、输油管线管网、输气管线管网的领域,使用寿命长球墨铸铁是一种铁、碳、硅的合金,其中碳以球状游离态石墨存在。灰铸铁中,片状石墨对铁基质产生“割裂”作用。使其脆裂。球墨铸铁中,球状石墨了这种破坏作用,使其坚韧。具有铁的本质,钢的性能。球墨铸铁管以起优异的机械性能与外在的质量,是管道供水事业的承载者,其的承压能力,可靠的密封性能,无可比拟的防腐处理和水质保证体系,使得管道供水近科,即使在地形复杂的盐碱地、沼泽地、高坡及沙漠等均衡的土壤下,也能出色完成供水任务。


如今球墨铸铁管是我国供水、排水中使用多的一种管材,随着国内经济的快速发展,西部开发的战略实施,南水北调、西气东输、 老城管道网改造等工程日益增长。球墨铸铁管的市场使用量也逐步扩大,所能使用的领域逐渐增加,可见其前进十分可观。现在无论是什么产品都有防伪标志,但是防伪标志毕竟属于知识,人员才能看懂什么意思,对于一般消费者而言,价格就是衡量一切产品的真伪标准。而且在一般消费者眼中只要价格适中,产品质量合格那就不存在真伪问题。球墨铸铁管虽说是“重量级”产品,但是也有不法商家打着它的注意。现在市面上的球墨管真假混乱很难辨认。球墨铸铁管的材质是属于钢性材质,如果在冶炼的时候处理不当,会造成管道产品中含有少量的铁质组织,这样就带有一定磁性。另外,经过冷加工,组织结构也会向马氏体转化,冷加工变形度越大,马氏体转化越多,钢的磁性也越大。因泠弯变形较大磁感就明显一些,方矩形管因变形量比圆管大,特别是折角部分,变形更激烈磁性更明显。
<常德>鹏瑞管业有限公司球墨铸铁管他还具有抗外压性,可以降低管床于保护层制作要求,球墨铸铁管使管道铺内设既经济是又可靠;另外,外喷锌、喷沥的青漆、内衬水泥等发措施保证了铸管内、外抗腐蚀性。我公司的喷锌质量,每平方米的管道的小喷锌量为130g,沥青漆的厚度是不低于70μm,水泥砂浆内衬质量符合里ISO4179的规定,保证砂浆坚固密室、光滑、附着力强。 我司球墨铸铁管标准产品技术标准本公司所以产的球墨铸铁管采用水冷金属型离心浇注工艺,按照ISO2531标准生产的K9级、T型承插式发接口管道。1、外防腐 喷锌整条管材外表面作喷锌防腐处理——执行ISO8179标准喷锌量大于130克/平方米。 防腐漆在管材外表面作喷锌防腐处理的基础上再喷防腐漆——执行ISO8179标准防腐漆厚度大于70um,采用高氯化树脂漆。2、球墨铸铁管管材内表面是涂覆水泥沙才浆衬里—执行ISO4179标准,采用水就洗沙、高抗硫水发泥为原料。 3、接口用密封胶圈所采人用的材料为耐疲劳强度极高的天然头发橡胶——执行ISO4633或GB13295标准。
气密性检测是球墨铸铁管生产和使用过程中必不可少的工序,是保证产品质量,生产的重要工序气体泄漏的检测包括有毒气体的泄漏检测、可燃气体的泄漏检测以及气密性检测。前两者多半可以通过化学传感器的方法来进行检测 通常是在元件或系统使用过程中进行检测。如果有合适的传感器 其方法相对简单。本文中介绍的气密性检测 一般是在元件或系统制造过程中进行检测,通常需要定量检测 而且要求快速、大量地在生产现场进行。青岛球墨铸铁管道采用180度素砼壁护。气密性检测需要在铸铁管上覆土,如果出现渗漏,又需要将土清理,破素砼等繁琐工作,这样不可避免的要影响工程进度,在常见的项目实施方法中,我们一般采取以下方式进行球墨铸铁管的气密性检查:气密性检测的常用方法有气泡法,涂抹法,化学气体示踪检漏法,压力变化法,流量法,超声波法等等。传统的检测泄漏方法多采用气泡法和涂抹法。气泡法是将工件浸入水中,充入压缩空气,然后在一定时间内收集从中泄漏出来的气泡以测出泄漏量。涂抹法是在内部充有一定气压的工件表面涂抹肥皂水一类的易产生气泡的液体,观察产生气泡的情况以检测泄漏量的大小。这两种方法操作简单,能直接观察到泄漏的部位和泄漏情况,但由于事先不知道工件泄漏的部位和几处泄漏,难以收集全气泡,影响测量的准确性;其次,对于体积大、笨重、外表面复杂的零件,气泡附着于零件底部和褶皱处而不易观察;测试完后需要对工件进行清扫干燥处理,无法实现自动、定量测漏。
