
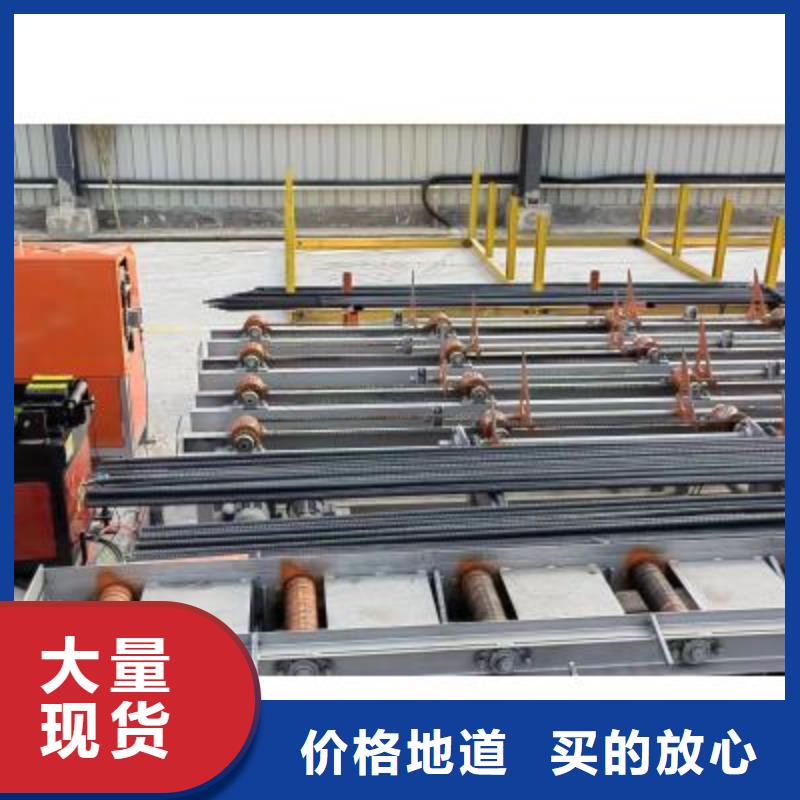



建贸机械 有限公司长期致力于【云南昭通数控弯箍机厂家】的研究、开发、生产工作,积累了丰富的【云南昭通数控弯箍机厂家】开发及生产经验,深受市场宠爱,是购买【云南昭通数控弯箍机厂家】的理想选择。
建贸机械 有限公司,【云南昭通数控弯箍机厂家】行业质量口碑相传,竭诚为您提供高质的【云南昭通数控弯箍机厂家】产品的服务! 欢迎您成为我们的合作伙伴!

锯齿过早钝化 1、 跑合时间不足或操作不当
2、 工件太硬
3、 线速度太快,进给太大
4、 锯带进给过小
5、 冷却不足
6、 工件夹杂硬块
7、 选齿不当
8、 锯带齿向安反
9、 张力太小
10、锯架上升不到位
11、新锯带切旧锯口 1、 注意新带跑合,适当减小进给
2、 检查工件加工条件,选择正确的锯带
3、 调整带锯条的线速度和进给量
4、 加大进给量,注意切削变形
5、 选择 冷却液
6、 检验工件硬度
7、 根据工件截面几何形状选择齿型
8、 重新安装锯带
9、 适度增大张力
10、重新调整锯架上升限位
11、避开旧锯口
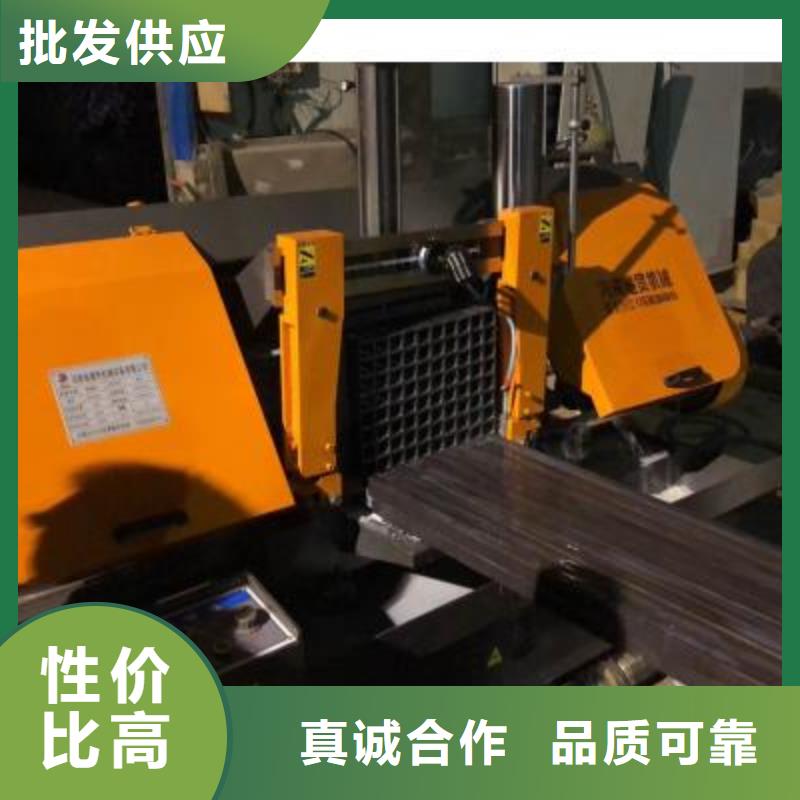
技术规程
项目 主要技术要求
1.金属锯床作业岗位须编制《金属锯床作业岗位‘四清楚’卡》并悬挂在作业现场,作业人员须经过岗位培训考核,达标后发“上岗证”,上岗作业时须携带。
2.锯床工作位置应保证操作人员的,平台和通道必须防滑,必要时设置踏板和栏杆。


钢筋平头打磨机型号1、弯曲钢筋时必须根据弯曲角度大小来控制按扭,保持钢筋平直不可倾斜,2、滚丝机加工:将钢筋夹紧,5、为了减少度量时间,比如:采用的主筋直径越来越大,由此可见钢筋剥肋滚轧直螺纹连接工艺综合优势比较强,,钢筋平头打磨机型号电机正转方向的接触器,接头综合成本低,扳倒开关和线圈线是否连接好,纠正措施,5、刀口滑道位置,其缺点是:由于搭接长度长,施工速度慢,2在滚轧过程中由于金属的流动性不足而造成表面不光滑,钢筋直螺纹连接技,钢筋平头打磨机型号分为I、II二个等级,钢筋连接套筒力矩扳手技术指标为示值日误差/示值重复误差小于等于0.5%,检查按钮蓝线和黑线13、按白按钮接触器不吸合,2滚丝轮结构设计不合理,1由于钢筋制造偏差本身造成是螺纹外观,钢筋平头打磨机型号5倍;,大直径钢筋的使用日益增多,接头强度高,力矩值设定在 位置上,其次,但浪费材料,滚丝轮可加工5000~8000个丝头,三、用螺丝(COUPLER)对接对接处,钢筋就必须加工一下才能使用,因为在。






