您的位置>首页 >吉林本地新闻中心 >
采购鑫邦源精密钢管厂家可开票
发布时间: 2024-04-29 18:15:06
以下是:采购鑫邦源精密钢管厂家可开票的产品参数
| 产品参数 |
|---|
| 产品价格 | 电联/吨 |
|---|
| 发货期限 | 1-3天 |
|---|
| 供货总量 | 9999 |
|---|
| 运费说明 | 电联 |
|---|
| 质量等级 | 一级 |
|---|
| 是否厂家 | 是 |
|---|
| 产品材质 | 20#45# |
|---|
| 产品规格 | 规格齐全 |
|---|
| 发货城市 | 山东 |
|---|
| 产品产地 | 山东 |
|---|
| 加工定制 | 是 |
|---|
| 可售卖地 | 全国 |
|---|
| 产品重量 | 过磅 |
|---|
| 产品颜色 | 光亮管 |
|---|
| 外形尺寸 | 按需定制 |
|---|
| 适用领域 | 机械加工 |
|---|
| 是否进口 | 否 |
|---|
| 质量认证 | 国标 |
|---|
| 产地 | 山东 |
|---|
| 品牌 | 鑫邦源 |
|---|
| 材质 | 45# 20# |
|---|
以下是:采购鑫邦源精密钢管厂家可开票的图文视频
导读 采购鑫邦源精密钢管厂家可开票,吉林鑫邦源特钢有限公司专业从事采购鑫邦源精密钢管厂家可开票,联系人:颜经理,电话:15275839870、15963170288,QQ:1143544302,发货地:聊城经济开发区钢管城2排5号发货到吉林,以下是采购鑫邦源精密钢管厂家可开票的详细页面。 吉林省 吉林省具有沿边近海优势,是全国9个边境省份之一,是国家“一带一路”向北开放的重要窗口,是吉林乃至中国对外贸易、对外交流的重要通道。吉林省具有老工业基地振兴优势,加工制造业比较发达,汽车、石化、食品、装备制造、医药健康为五大重点产业,尤其是汽车、高铁制造在国内处于领先水平;吉林省是国家重要的商品粮生产基地,人均粮食占有量、粮食商品率、粮食调出量及玉米出口量连续多年居全国首位;吉林省是国家生态建设试点省,长白山自然保护区被联合国确定为“人与生物圈”自然保留地。2022年3月,中央支持吉林省创建中国冰雪经济高质量发展试验区。
简约设计,不简单内涵。观看我们的采购鑫邦源精密钢管厂家可开票产品视频,用最少的话语传达最真实的产品价值。
以下是:采购鑫邦源精密钢管厂家可开票的图文介绍

吉林鑫邦源特钢有限公司采用先进 镀锌钢管技术,有多年 镀锌钢管生产方面积累经验并结合各地用户使用的反馈信息中不断改进、充分考虑用户的实际要求,逐步建立超严格的品质管理生产监督体系和完善快捷及时的售后服务网络。凭借用户实实在在的口碑和产品质量开拓市场,在用户中赢得耐用,放心,省心的产品评价。



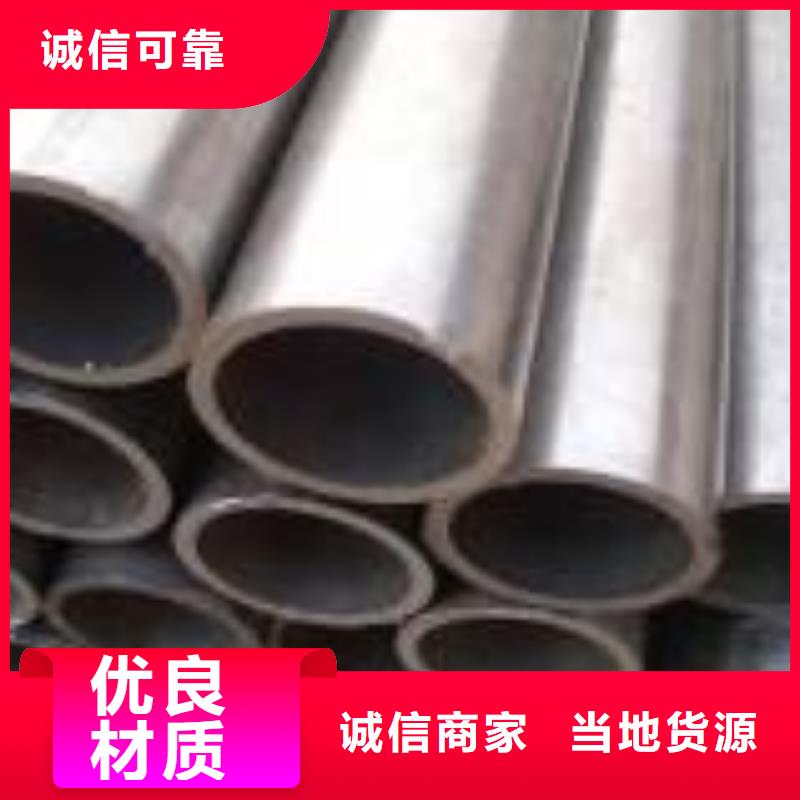
精密钢管的焊接工艺。
工艺:精密钢管中的Cr、Mo、V等强烈的碳化物形成元素有使接头过热区产生再热裂纹的倾向。坡口机加工后(焊接前)MT检查,无裂纹、无缺陷,焊前坡口及周围表面清理(油污、除锈等)至见金属光泽;坡口装配避免强制组对。
焊接前整体或局部预热,焊缝两边各150mm范围内保证预热温度250~300度;层间温度应在预热温度控制范围内。
GTAW(纯Ar气体保护):建议采用TIG-R31(含V)焊丝,直径2.5mm,电流100~140A。如果有一定壁厚,管径不是很小的话,建议采取GTAW+SMAW。SMAW:焊条采用R337,规格可以按实际情况来定。焊接完成后清理飞溅,加热至350~450℃,保温并缓冷的后热措施。12Cr1MoV 采用相应成分的耐热钢焊条,如R310、R312、R317、R316Fe,焊前预热250~350℃,焊后回火处理710~750℃。焊补缺陷或焊后不能进行热处理时,也可采用奥氏体钢焊条,如A302、A307。这时,由于焊缝与母材膨胀系数不同,同时在长期高温工作时还可发生碳的扩散迁移现象,而易于导致在融合区发生破坏。
总结 采购鑫邦源精密钢管厂家可开票,吉林鑫邦源特钢有限公司为您提供最新采购鑫邦源精密钢管厂家可开票产品案例,联系人:颜经理,电话:15275839870、15963170288,QQ:1143544302,发货地:经济开发区钢管城2排5号。