





另外,自动或半自动埋弧焊的焊接速度快,钳压式声测管生产效率高,劳动条件好,适用于大批量拼装制造焊缝。自动或半自动埋弧焊采用的焊丝和焊剂应与构件钢材的强度相适应。气体保护焊电弧加热集中,焊接速度快,熔深大,塑性和抗腐蚀性好,焊缝强度比手工焊的高,适合于较厚钢板的焊接焊接时根据焊缝的截面形状,分为对接焊缝和角焊缝。对接焊缝的主要特点是用料经济传力简捷均匀受力性能力好和疲劳强度高等,但是焊件边缘需要开坡口且尺寸要求准确,故制造较费工。对接焊缝坡口的形式与尺寸应结合焊件厚度便于施焊保证焊缝质量和减小焊缝截面面积的原则,按标准《埋弧焊焊缝坡口的基本形式与尺寸》一选用。对接焊缝可视为焊件截面的延续组成部分,焊缝中的应力分布情况与焊件原来的基本相同
坡面修正检查合格后,进行放线定锚孔位置。一般在土质边坡工程中,采用纵距为3m、横距为2m的压力注浆钢花管,由于该方法钢花管中有一部分是用于排水,并不灌浆,故边坡工程中的钢花管分布应当相应缩短间距,采用纵距为2.5m、横距为1.5m的梅花状排列。每一排钢花管采用灌浆钢花管和排水钢花管交错排列。整体布置可看作灌浆钢花管沿斜线多排分布,也可看作四个排水钢花管沿斜线多排分布,每一斜排灌浆钢花管和排水钢花管交错有序,两种钢花管分布均匀,各自能充分发挥自己的加固作用,从而保证工程的质量。打管打管时需先打灌浆钢花管,利用压力锤击打管尾,将灌浆钢花管按设计角度打入指定贯入深度。打灌浆钢花管时需注意要先用轻锤以一定压力将管头部打入一定深度,约为0.5-1米左右,检查管头是否发生偏移,确定管头不发生偏移后再逐渐加大压力。打管入土时速度应均匀,连续施打,锤间间歇时间不要过长。打管如发现落锤反弹过大,则表示管尖可能遇到障碍,需要换轻锤慢慢锤击,打过这一段,再换重锤。钢花管的尾部击锤处加一个弹性衬垫更好,使锤击施力更均匀,打管效果更好。如果打管完毕后发现钢花管打斜了,则对原钢花管不做特殊处理,而在原钢花管旁边再打一根,确保该处加固稳定。沧州桩基声测管施工技术要点
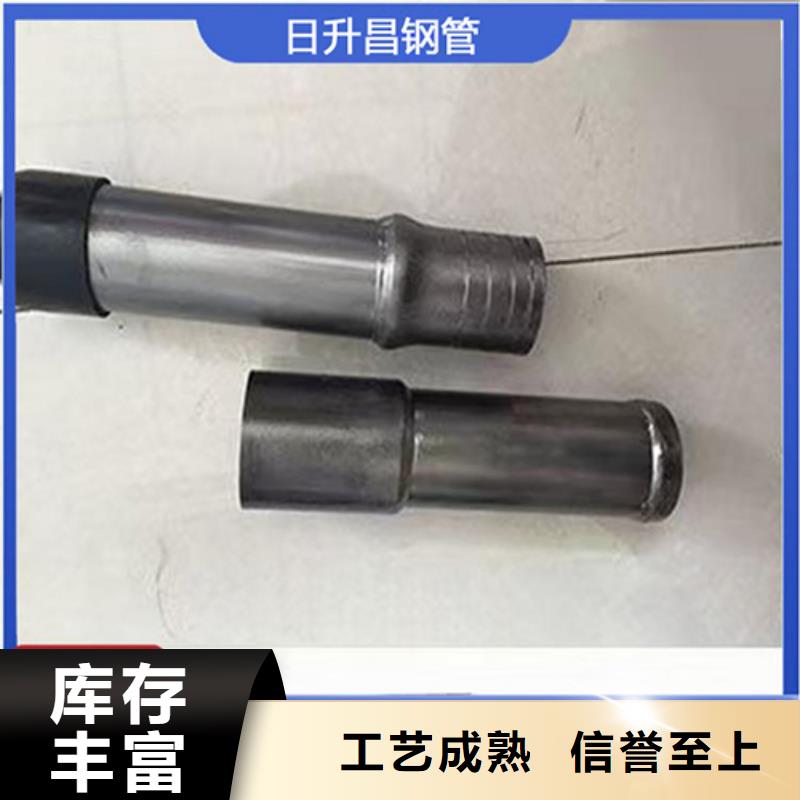
日升昌声测管厂家,分为钳压式桩基声测管声测管、螺旋式桩基声测管声测管、套筒式桩基声测管声测管应用:桥梁、声测管路城市高架、高速公路、地声测管、港口、码头、水电站、堤坝、民建房屋等等灌注桩施工,它是随着声测管筋笼预埋入桩内的超声波检测声测管管,钳压式桩基声测管声测管承口有两个凸槽,槽内配有密封圈,安装是将桩基声测管声测管的接头连接,然后用液压钳同时对两个凸槽进行挤压,两个凸槽通过挤压陷入内层管材,从而实现了可靠的连接,利用管材的变形,将连接处夹成两头大中间小,避免了活接头松动的可能性,无论在抗拉拔还是卡扭矩方面的性能都相当稳定,桩基声测管声测管主要有底管,中管以及接头管,防尘盖(封口用的)四部分组成,一根管是6m长,根据桩基的深度可以加入多根中管以及接头管,一般的一根管(6米)管配备一根接头管,而一个桩基配2~4个防尘盖(大多数配3个)。底管是一端封口,一端开口;中管是两端都开口的空心管。桩基声测管声测管还具有以下性能:1、桩基声测管声测管优异的物理性能。中密度聚乙烯性能介于高、低密度聚乙烯两者之间,既保持了高密度聚乙烯的刚性、强度,也有很好的柔性、耐蠕变性,而且较高密度聚乙烯更有热熔连接性能优良的特点,有利于塑料管的安装;
注浆压力控制。注浆过程中,将压力分为几个阶段,逐级升到规定值。注浆开始时,使用一级的压力压注,当注 浆量增加到一定程度,再将压力升高一级。当注浆量又增加到 一定程度,再将压力升高一级,如此直到在规定压力下,单位注浆量达到设计标准,结束注浆。声测管压力分级不宜过多,本次塌 方治理中,注浆压力分为三个阶段时,三阶段压力分别为0.5MPa,0.8MPa,1MPa。采用三阶段分压注浆,声测管减少浆液的过度流失,节省了压浆材料。3.注浆结束标准。注浆压力达到设计终压后稳定20分钟后,结束注浆。4.注浆施工注意事项:(1)在注浆过程中,经常出现串浆现象。发生串浆时,在有多台注浆机的条件下,应同时注浆,在单泵条件下应将注浆 孔及时堵塞。轮到该管注浆时,再拔下堵塞物,将管内杂物清 除并用高压风或高压水冲洗,然后再注浆。
