


想要了解镀锌H型钢T2铜排材精选好货产品吗?点击观看我们上传的视频介绍,它将用更直观的方式展现产品的特点和优势,让您对产品有更深入的了解。
以下是:镀锌H型钢T2铜排材精选好货的图文介绍


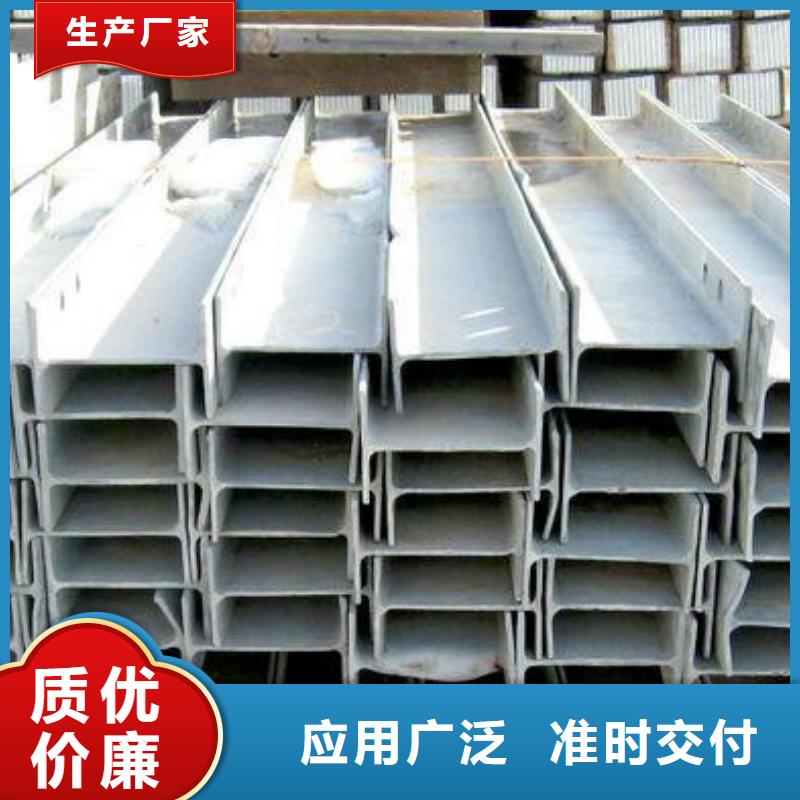
将坯料轧成所需规格形状和尺寸的产品。在轧件的翼缘部位,由于水平辊侧面与轧件之间有滑动,轧辊的磨损比较大。为了保证重车后的轧辊能恢复原来的形状,应使粗轧机组上下水平辊的侧面以及与其相对应的立辊表面呈3°~8°的倾角。为修正成品翼缘的倾角,设置成品 轧机,又叫 精轧机,其水平辊侧面与水平辊轴线垂直或有较小的倾斜角,一般不大于20′,立辊呈圆柱状。用 轧机轧制H型钢,轧件断面可得到较均匀的延伸,翼缘内外侧轧辊表面的速度差较小,可减轻产品的内应力及外形上的缺陷。适当改变 轧机的水平辊和立辊的压下量,便能获得不同规格的H型钢。 轧机的轧辊外形,形状简单,寿命长,轧辊的消耗可大为减少。 轧机轧制H型钢的大优点是:同一尺寸系列只有腹板和翼缘的厚度尺寸是变化的。



阔恒兴旺国际贸易有限公司本着“以质求信,以质求发展,互惠互利,共谋发展,携手共创,”。以质量求生存,以客户满意为指针,为用户着想,满足客户的一切需求,公司秉承“创新、、求实、奋进”的经营理念,努力打造 广东中山异型紫铜管精英品牌。
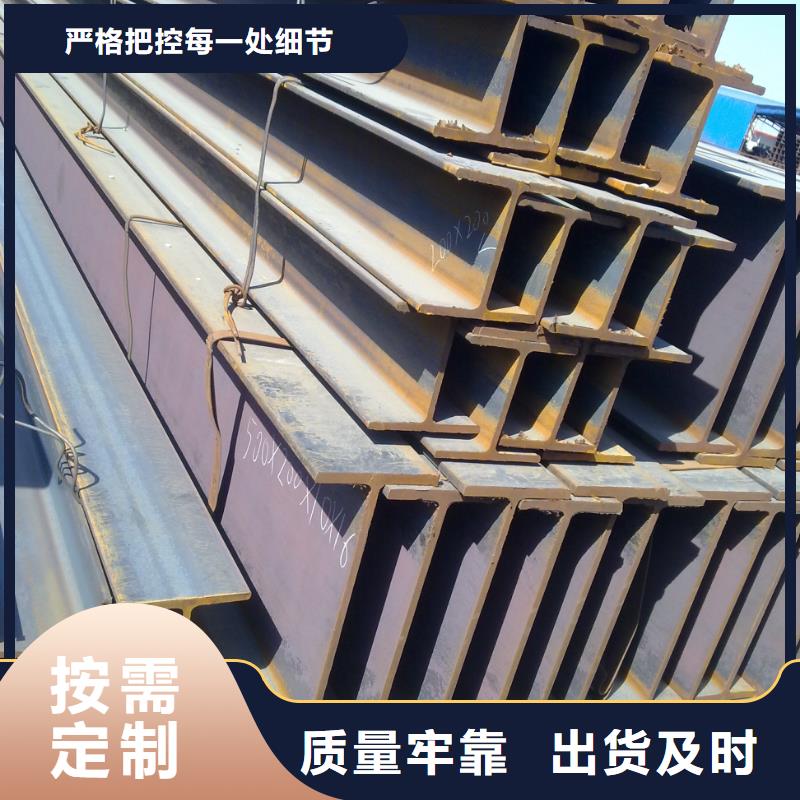
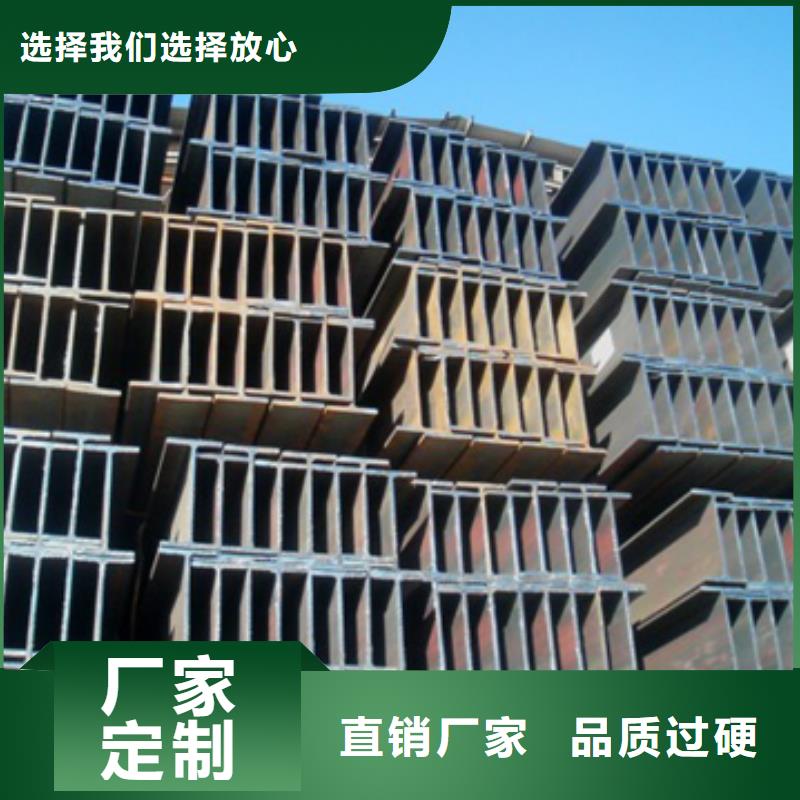
镀锌H型钢T2铜排材精选好货


H型钢组立合格后吊入龙门式自动埋弧焊接机上进行焊接。焊接前应焊缝区域存 在的铁锈、毛刺、氧化物、油污等杂质。首先在两端加装与构件材质相同的引弧板和熄弧板,焊缝引出长度不应小于50mm.再用陶瓷电加热器将焊缝两侧100mm范围内进行预热,预热温度为80到120°C,加热过程中用红外线测温仪进行测量,防止加热温度过高,待加热至规定温度后即可进行焊接。焊接方法采用门式埋弧焊进行自动焊接。如果板厚小于40mm,则每道焊缝一次焊满,然后进行相应的翻身,如果腹板厚度大于40mm,则每道焊缝一次不要焊满,通过多次的翻身转动,来减少焊接变形。进行埋弧焊焊接时,焊脚高度应满足设计图纸要求,焊接过程中应观察焊丝的位置,及时调整,避免焊丝跑偏。焊接过程中如发生断弧,接头部位焊缝应打磨出不小于1:4的过渡坡才能继续施焊。



举个极端的例子:先将碗放在沸水中,一段时间后在将其放入冰水中碗就会裂开。虽然构件不会损坏的这么彻底,但是开裂、弯曲等问题已经影响了建筑的性。 构件腐蚀:腐蚀问题会直接减弱构建的使用性能,使它们变的脆弱不堪,严重的能导致建筑崩塌。施工过程中的违规行为:若是一开始的基础都没有打好,怎么保证建筑的使用呢?根据这些原因我们可以使用相应的措施对构件进行:在组装构件及建造建筑时,要选用专业的建筑,他们能合理的运用高频焊接H型钢构件。避免产生构件承重过高事件的发生;建造建筑要提前考察当地自然环境,根据实地情况做好防腐、隔温、加固等措施。H型钢是应用范围很广的一种型材,在生活中我们常常会看到它的身影。在使用H型钢时,有时会为了以后螺栓连接方便而打孔.

