


辽源精密六角管实力老厂 <辽源>金帝钢管
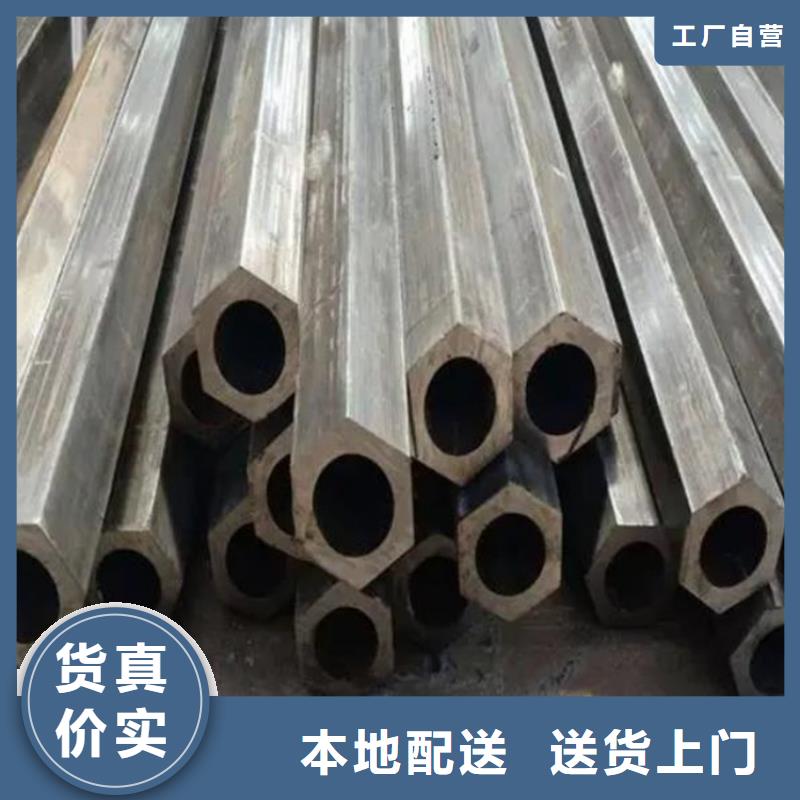
六角管厚壁管生产制造在加工工艺上存有一系列的艰难。比如对接焊品质不稳定,非常容易搭焊导致一系列艰难,非常容易造成波浪纹和起包。电焊焊接不稳定,非常容易搭焊。飞锯断开时非常容易造成创口形变。六角钢管在运送和拨料时非常容易造成压坑、形变这些。而在其中的重要则是成形起包。造成成形起包的缘故则是边沿拓宽。 六角钢管闪亮焊的关键特点是有火苗持续爆发的状况。夹持在对机轴杆上的热轧带钢首尾在电流量接入后,即被移近,相互之间触碰。先触碰的一部分电限非常大,电焊焊接电流量把点接触以及相邻地区的金属材料迅速加温到熔融溫度,使热轧带钢首尾触碰一部分产生形状记忆合金构造柱,持续的快速加温使构造柱处形状记忆合金加温至拂点,展现金属材料蒸气。 当六角钢管金属材料蒸气的工作压力超过形状记忆合金的界面张力时;构造柱产生工程,因此展现出强烈的火苗,产生闪亮。轴杆的持续挨近,使火苗在电焊焊接全过程中持续迈进,直到终断电流量才行,这就是火苗造成的缘故。


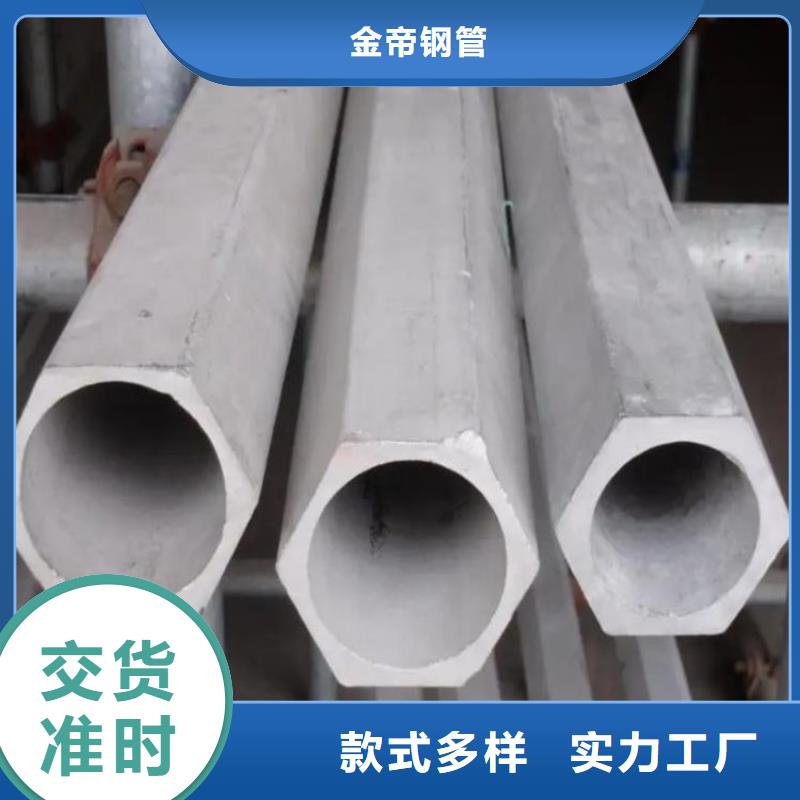
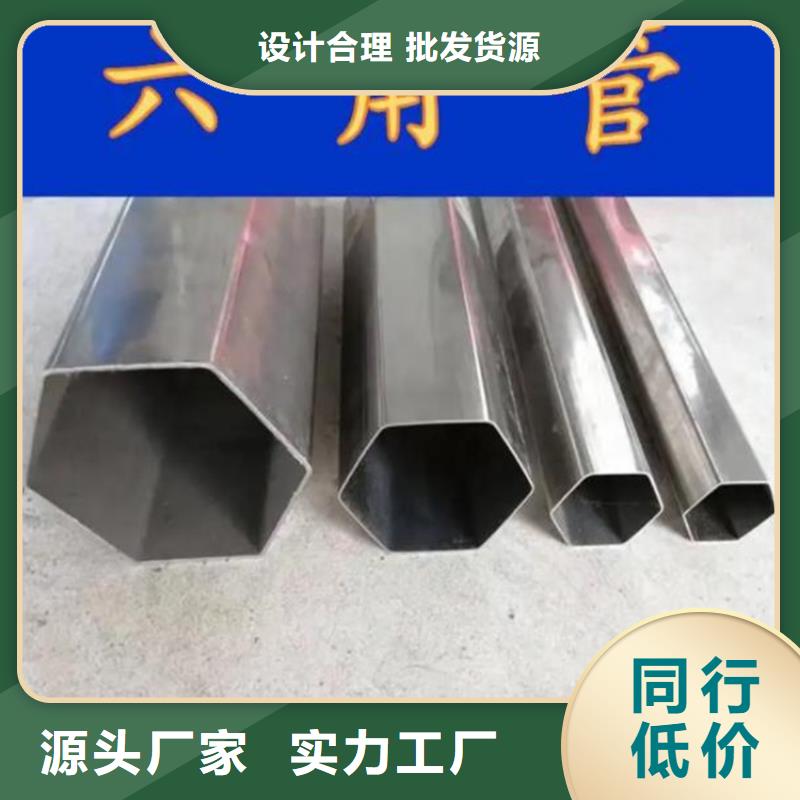
不锈钢无缝管六角管焊接细节,您准备需要注意哪些吗? 以前的焊接方法是锻造金属焊接,这已经被铁匠使用了数百年。一些早的现 代焊接技术出现在19世纪末,先是电弧焊和氧燃料气焊,后是电阻焊。20世纪初, 随着一次和二次世界大战的爆发,不锈钢无缝管需要大量廉价可靠的军用设备连 接方法,推动了焊接技术的发展。如今,随着焊接机器人在工业应用中的广泛应 用,研究人员仍在深入研究焊接的本质,并不断开发新的焊接方法,进一步提高 焊接效果。

不锈钢无缝管六角管焊接细节,您准备需要注意哪些吗? 以前的焊接方法是锻造金属焊接,这已经被铁匠使用了数百年。一些早的现 代焊接技术出现在19世纪末,先是电弧焊和氧燃料气焊,后是电阻焊。20世纪初, 随着一次和二次世界大战的爆发,不锈钢无缝管需要大量廉价可靠的军用设备连 接方法,推动了焊接技术的发展。如今,随着焊接机器人在工业应用中的广泛应 用,研究人员仍在深入研究焊接的本质,并不断开发新的焊接方法,进一步提高 焊接效果。
 辽源精密六角管实力老厂
辽源精密六角管实力老厂


