



7、设备适用范围不同。钢筋笼滚焊机分1.25型1.5型1.6型2.0型2.2型2.5型3.0型等型号。比如2.2型可以生产2.2米直接以下所有直径的钢筋笼。可生产钢筋笼的长度可以根据施工现场的要求加长设备。而钢筋笼绕筋机可以生产3米直径以下的所有钢筋笼但是当钢筋笼的直径小于800以后因为钢筋笼的质量太小,转动时可能出现打滑现象,因而不能制作太小的钢筋笼。钢筋笼绕筋机的精密程度也是随着钢筋笼的直径越来越小变得越来越不精密。总之钢筋笼滚焊机和钢筋笼绕筋机作为一种近年出现的钢筋笼制作设备,各有利弊。钢筋量较大或者项目要求十分严格的施工方选择钢筋笼滚焊机,钢筋量较小或者项目要求不是特别严格的施工方选择钢筋笼绕筋机以节约成本。有更多问题欢迎咨询。

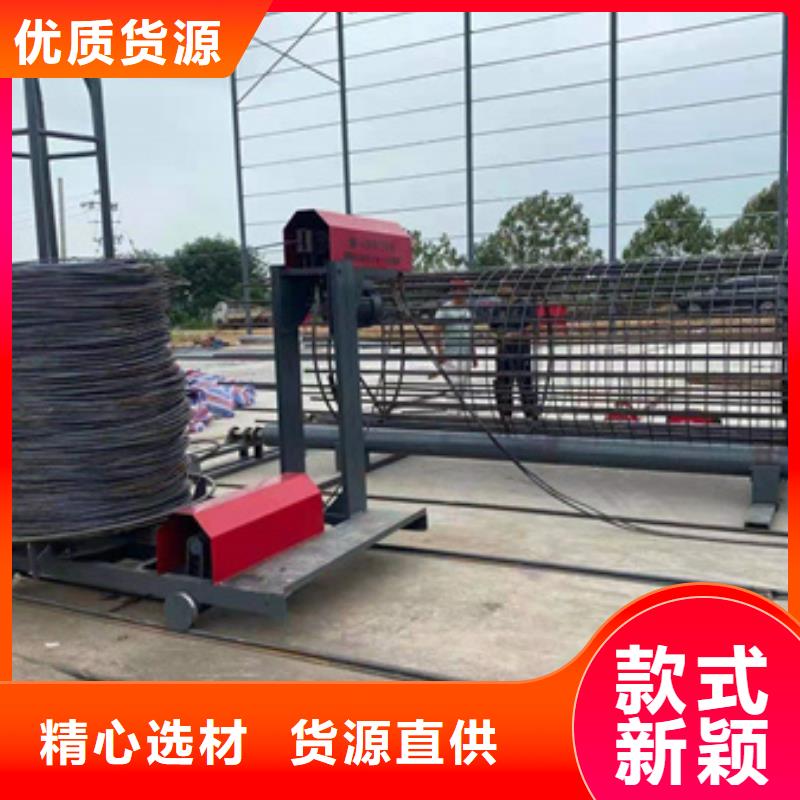
钢筋笼滚焊机箍筋是怎样完成的用于加工圆形的钢筋笼,长度可以达到30米以上,直径2.5米。钢筋笼周围为螺旋形焊接箍筋,箍筋间距可以由程序预先设定。本设备具有以下优点:(1)设备只需1人操作;(2)?高质量:计算机控制系统可以确保纵向钢筋非常好地处在一条直线上;(3)计算机控制系统可以控制螺旋筋间距,钢筋笼不会出现扭转现象。(4)具有焊接机器人,实现自动焊接。 钢筋笼滚焊机绕筋机箍筋是怎样完成的数控钢筋笼自动绕筋机属于一种对钢筋曲折机布局的改良。钢筋弯箍秘密装置在平展松软的地面上,装置承重架时承重架料槽的中间要瞄准导向筒、调直筒、下切刀孔或剪切齿轮槽的中间线,并坚持平直,装置好后必需反省电气路线和整机有没有毁坏,机械的衔接件能否靠得住,各传动部门能否机动,确认无误后方可停止试运行。
钢筋笼设备—绕筋机自动缠绕:为保证骨架不变形,吊装时须用两点吊吊点设在骨架的下部,第二吊点设在骨架长度的中点到三分点之间。在加强筋内加焊十字支撑,起吊时先提吊点,使骨架稍稍提起,再与第二吊点同时起吊,待骨架离开地面后,吊点停止起吊,继续第二吊点。起吊要垂直,骨架入孔时应慢慢下放,严禁碰撞孔壁。吊绳要采用四根一样长的,切不可采用两根对折吊装钢筋笼。完工的骨架不下设备,继续进行绕筋工作。还可在机器上点动钢筋笼,完成焊接机器上骨架制作;备齐一节钢筋笼所需箍筋按位置平放两铁辊上,将一根主筋抬放于铁辊长度上方,好起始尺寸,箍筋,主筋靠着箍筋单面施焊,待主筋转至上方再补焊。钢筋笼绕筋机,是建筑行业中以手工工艺制作的各种圆型钢筋笼,采用半自动的方法去完成其绕筋成型整个工艺过程 的专用机械装备(亦可在铁辊上制作骨架)。广泛应用于国防、市政的大型高层建筑,高速铁路,高速公路,跨海大桥 的沉孔桩等大型基础设施。钢筋笼绕筋机特点:1.速度快:待工状态2个可全程生产,正常工况3-6人可生产10-20多节钢筋笼。2.质量稳定:机械化作业不受人为因素影响,长时间工作可稳定质量不变。3.适合各种主筋箍筋数量,形式、型号、大小、长度的设计要求,不会因设备功能而影响钢筋笼设计或不能上机生产 。4.转运便捷:组合式设计使搬运、安装、生产等过程不依赖起重设备,适应工厂化大批量固定生产和施工现场分散的机动作业。5.流水线形式:施工不受各工序影响,不间断完成主筋箍筋焊接成型,绕筋过程施焊等全部过程。6.采用螺纹连接技术可精准定位,帮助提高钢筋笼分解、安装速度。钢筋笼成型机基本工艺流程:上料→穿筋(主筋)→固定→搭上箍筋→开始焊接→正常焊接→终止焊接→切断箍筋→分离固定盘→松筋→分离移动盘→卸笼→降下液压支撑→移动盘归位产品特点:1、进口PLC变频控制,伺服电机驱。完工的骨架不下设备,继续进行绕筋工作。还可在机器上点动钢筋笼,完成焊接保护块的工作。小车部分;车架、圆盘、放线器、轨道、行走轮、电机等组成。圆盘用于缠绕筋存放,绕筋通过放线器连接于骨架,骨架、小车直行,缠绕筋拉动圆盘自行转动。
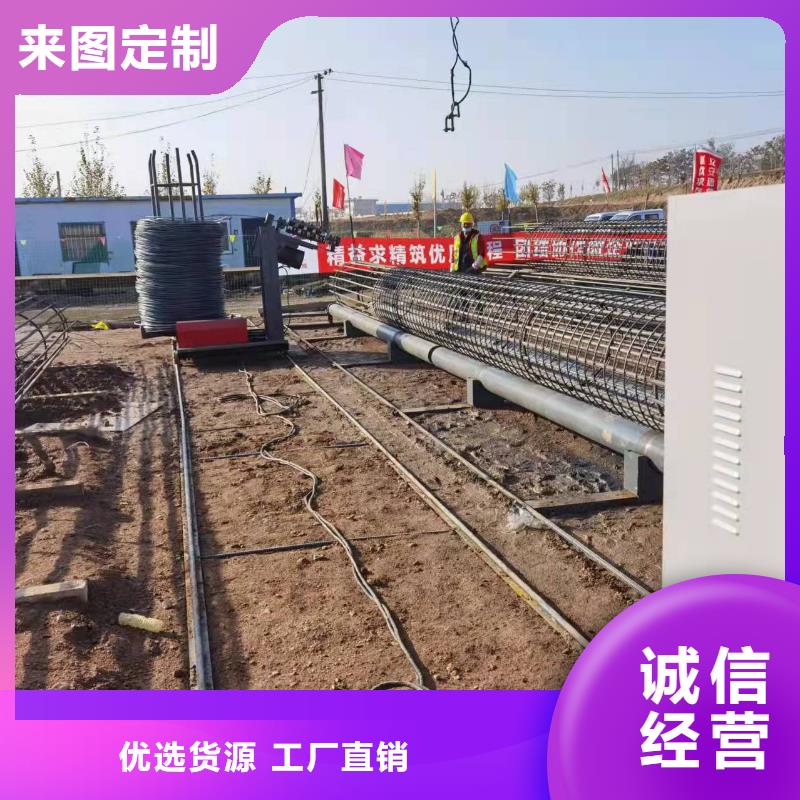
<惠州>建贸机械设备有限公司 新型钢筋笼地滚机厂家现货相对人工,加工效率3至4倍。3.。焊点可靠,主筋分布精度高,一致性好,箍筋间距均匀,为钢筋笼后续的快速对接提供了基础。4.劳动强度低。只需2-3人即可完成设备整体操作,在生产大直径钢筋笼时优势尤为显著。自动钢筋笼绕筋机5.操作简单。工人通过简单培训即可上岗。6.适应能力强。适用于主筋直径12mm-50mm钢筋笼的焊接,在焊接中箍盘间距可自动。7.根据需要,可定制有“双主筋””或“对焊”主筋的钢筋笼设备钢筋笼绕圈机/钢筋笼滚焊机钢筋间距④钢筋笼运输吊装时按设计每隔2m焊接一道加强箍筋,应对每道加强箍筋增设临时十字支撑,待钢筋笼吊入桩孔时拆除。制作钢筋笼尺寸误差偏大机具除主设备滚焊机外委托工厂制作B、提供钢筋笼图纸◆功率:1500型以下设备13KW(含上料机构)钢筋笼的设计会有变化(如主筋根数或直径等)耗材CO2气体、焊丝、焊条等就近定点采购钢筋笼绕圈机/?。在返程时工作缸和阀室相对形成真空,上阀球下落,上阀室关闭,下阀球升起,下阀室打开,将砂浆由料斗经吸浆管下阀室和工作缸。当前进时工作缸和阀室内压力上升,下阀球下落,下阀室关闭,上阀球升起,上阀室打开,缸将工作缸及阀室内的砂浆由上阀室泵出,如此循环反复,将砂浆连续不断地泵送出去。钢筋笼绕圈机/钢筋笼滚焊机钢筋间距”值得一提的是,这一项目还有一个“同胞兄弟”——同期建设的实证基地20兆瓦储能项目。“储能项目,投运高峰期的供电压力还为可再生能源的规模提供支撑调峰调频能力、电压水平、运行有着重要意义。
 jmc
jmc
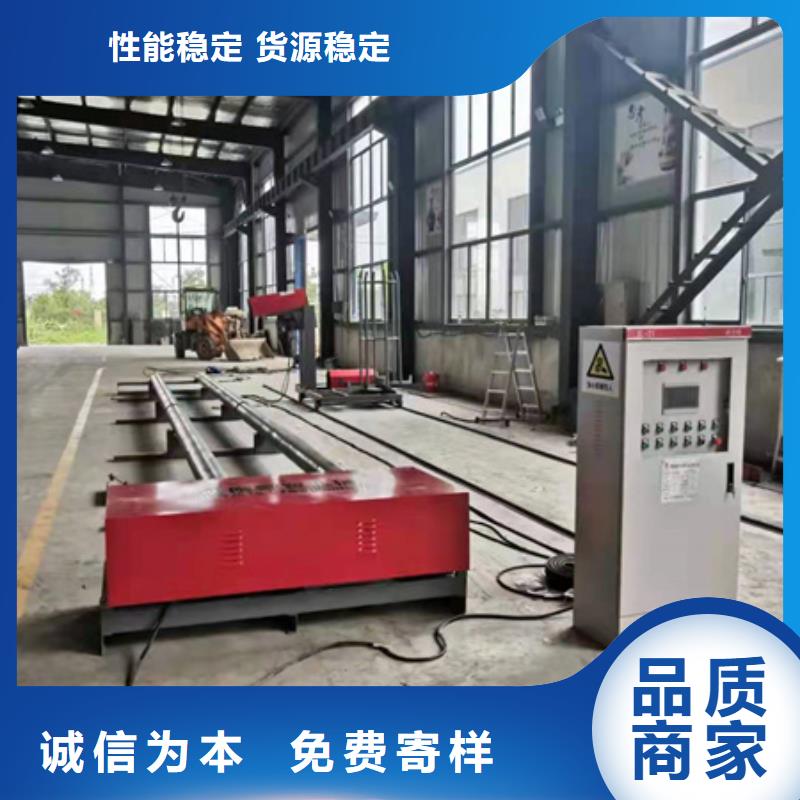
绕筋机主机;含机架、底座、胶辊、传动系统等。铁辊旋转带动钢筋笼转动,按图纸设计间距,配合小车移动缠绕箍筋成型。一般不建议在设备上进行骨架制作,会影响生产线效率。需要在设备上制作骨架时(人员少,工作量不足,无机械连接、单节钢筋笼等情况),可按人工制作方式生产,利用胶辊带动骨架转动,可完成全部主、箍筋焊接生产。完工的骨架不下设备,继续进行绕筋工作。还可在机器上点动钢筋笼,完成焊接保护块的工作。机器上骨架制作过程;备齐一节钢筋笼所需箍筋按位置平放两胶辊上,将*一根主筋抬放于胶辊长度上方,调整好起始尺寸,竖直箍筋,主筋靠着箍筋单面施焊,待主筋转至上方再补焊。焊完一节主、箍筋,低速转动胶辊,抬第二根主筋准备焊接。此时按选定生产工艺确定旋转方向,采用卡具(比子)制作骨架时,待第二根主筋或多根主筋焊完后,主筋下行。若采用挂钩工艺则反向旋转,应注意多根主筋焊好后有可能出现偏重,可将骨架旋转在对面位置或错开几根位置后再开始分度焊接,补齐焊完全部主筋。若采用划线分度工艺,则不分旋转反向。用其他方式制作骨架时,考虑骨架存放区布置,更可以采用骨架模具生产骨架。人工生产骨架要注意整体布局,合理安排场地,骨架制作、骨架存放与转运,各工序之间尽可能互不干扰,过程流畅,尽可能实现流水线生产方式。
 <惠州>建贸机械设备有限公司
<惠州>建贸机械设备有限公司
