







球墨铸铁管减少夹渣缺陷 为了降低铁水中的硫含量,减少硫化物的产生,应控制w (s) < 0.02%;浇注温度应适当提高,以方便夹渣的漂浮;球化剂中稀土含量不宜过高,稀土含量控制在1 ~ 2%;加强清渣留渣效果;铁液中残留镁的流速不宜过高(控制在0.035-0.045%),以降低铁液的表面氧化。球墨铸铁管具有更高的抗内力和抗外界压力,更好的耐腐蚀和耐磨性能。同时具有施工方便、界面密封性能好、运行系数高的优点。近年来,在铸铁材料市场上发展迅速。球墨铸铁管机应防止铁液因溜槽振动溅起,插座处的砂芯应妥善放置,避免毛刺。为控制铁水成分,降低铁水硅含量,加入球化剂后w (SI)含量应控制在0.8-1.2%。所述圆弧型喷雾冷却管均匀布置在离心机壳体内,并分段设置,以避免各分段冷却水的相互影响优化工艺参数,减少管体的厚重蒙皮.控制原料添加量,

可以有持续发展的空间在使用任何一种管材时人们大多会在乎它的多次利用而不会报废其中很重要的原因是在于它能被回收重复利用和不产生新的污染。对于塑料管,多数可以将废料回收重复利用,而对于PE-X因其废料或旧管不能回用,又不能降解,这个问题一直成为探索问题。球墨铸铁管外安装有铸铁衬套(带水翼止环),该铸铁衬套供工厂成品(用模具直接浇铸铁水制成)。
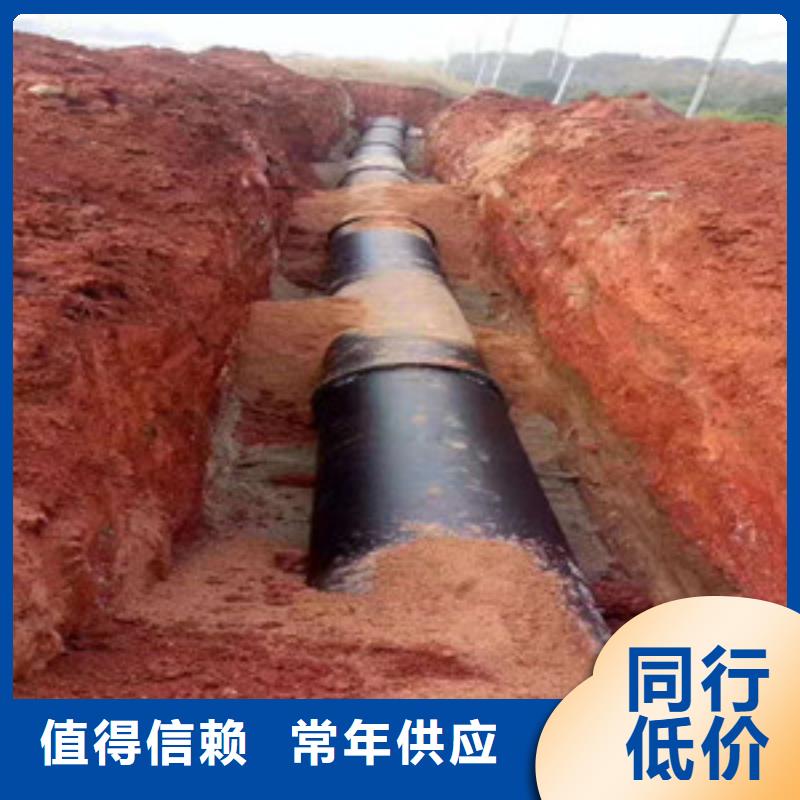
球墨铸铁管通常采用t形承座连接,所以如果采用刚性防水翼环安装,必须先安装好管,然后根据管的位置, 浇注检查好。如果两端的检查井在管道安装之前已经完成,那么 一段可能不会被插入。

同时也不适用于疲劳计算的反复荷载和动荷载作用下的结构。球墨铸铁管厂家推广多型钢材今后在钢结构制造工业的机械化水平方面还需要进一步加强,提高构件的制造精度,严格尺寸要求,减小组装应力;根据力学原理设计出多种结构形式。同时要提高钢材的质量,生产推广H型、正方形和矩形等多型钢材,以适应各种结构的需求。近年来轻型钢结构已广泛应用于仓库、办公室、工业厂房、展览馆和体育场馆中。球墨铸铁管经过两个阶段形成铸态组织。首先是凝固阶段,这个过程包括:液相中析出球状石墨、在液相线温度开始析出初生相(奥氏体或渗碳体)、进行共晶转变、晶间碳化物析出,过程结束后出现凝固组织。但此方法还有待于研究发展,因为它所计算的可靠度只是构件或某一截面的可靠度,而不是整体结构的可靠度。
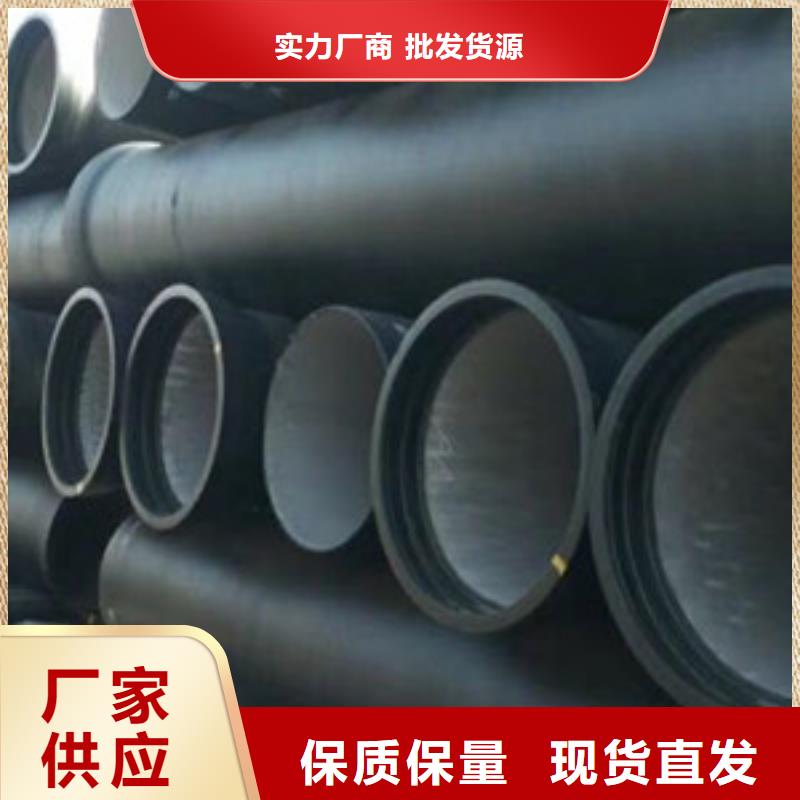
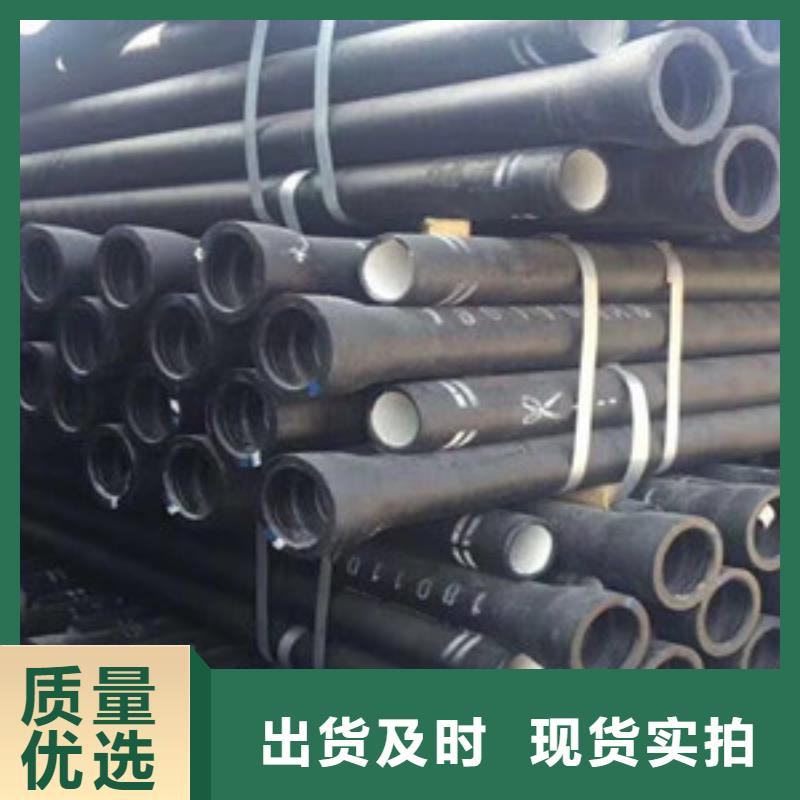
球墨铸铁管厂家主要生产各种规格球墨铸铁管,球墨铸铁管件。我们是球墨铸铁管厂家。我公司产品质量优质,始终坚持和贯彻“质量是企业生存之本,为用户提供满足的产品和服务是我们永恒的追求”的质量方针。
这种材料在生产中容易出现裂纹、双皮和夹渣现象。结果表明:裂纹主要是离心铸造工艺和铸造制度不合理造成的;厚皮与浇注温度和浇注速度有关;夹渣与金属化学元素含量及撇渣处理有关。防控措施如下:改进离心设备,有效防止裂纹应减少铁液在高温下的停留时间,加强孕育效果,特别是带流孕育。孕育剂用量控制在铁水用量的0.1-0.25%;粉末应均匀分布,管模内表面孕育剂用量控制在20-30g / m2。对水冷式金属结晶器离心机冶炼工艺参数进行控制。
