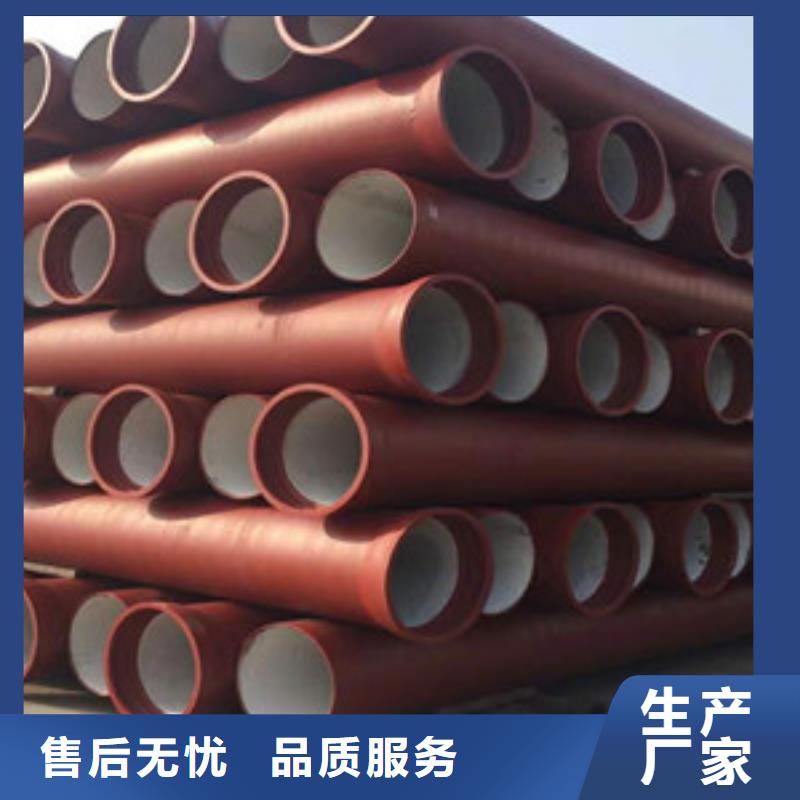




稀土与镁:稀土与镁含量过低时,往往产生球化不良或球化衰退现象。一般工厂要求球化剂的加入量为1.8%~2.2%。壁厚:铸件壁太厚也容易产生球化不良及衰退缺陷,主要是因为铁液在铸型中长时间处于液态,镁蒸汽上浮,造成镁含量降低;共晶时大量石墨生成而释放出的结晶潜热使奥氏体壳重新熔化,石墨伸出壳外而畸形长大,形成非球状石墨。球墨管安装后的密闭性更好,也可以通过多种防腐手段提高防腐蚀性能;从水力性能来看,因球墨管规格一般指内径,PE管规格一般指外径,因为同等规格条件下,球墨管能实现更大的径流量;从综合安装维护造价来看,球墨管有着更加优越的性价比。球墨铸铁管的主要成分有碳、硅、锰、硫、磷和镁。内壁喷锌,水泥沙浆防腐材料等。
球墨铸铁管比普通管道装置更简略方便,且装置后表里承压力更好。从密闭性和防腐性上来看,球墨铸铁管的密闭性更好,也能够通过多种防腐手法进步防腐蚀功能;从水力功能来看,因球墨管标准一般指内径,由于同等标准条件下,球墨管能完成更大的径流量;从综合装置维护造价来看。 球墨铸铁管有着愈加优胜的性价比。球墨铸铁管的首要成分有碳、硅、锰、硫、磷和镁。内壁喷锌,水泥沙浆防腐材料等。
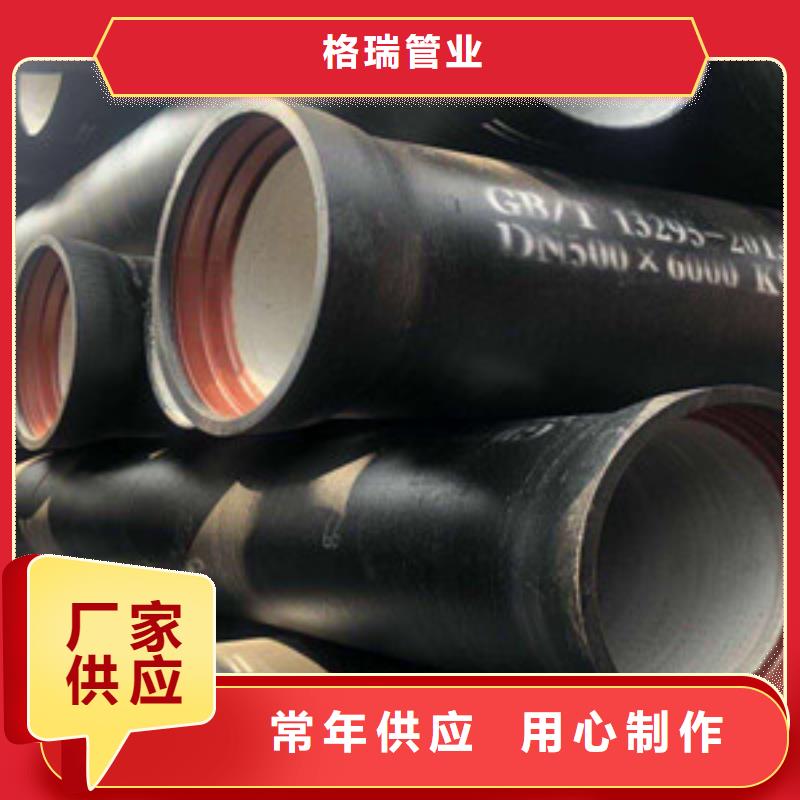
与 标准球墨铸铁管比较,国标球墨铸铁管是依照 规定的外径和壁厚生产的,具有一定的局限性。因此,为了补偿 标准球墨铸铁管的不足,生产了非标准球墨铸铁管。与普通管材相比。

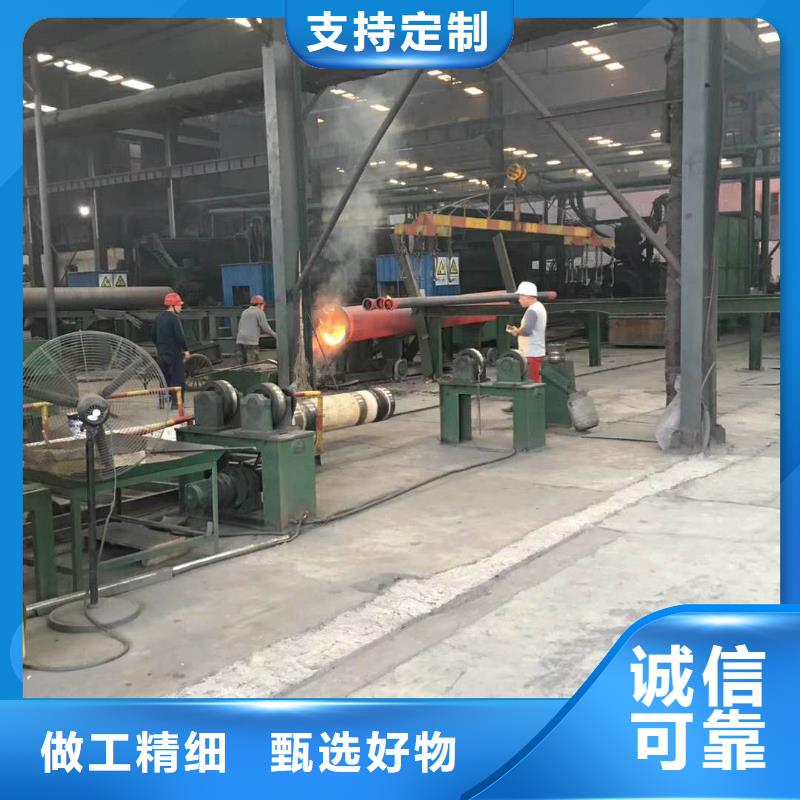
球墨铸铁管件在砂箱中可以有不同的放置位置,可采用底注式、侧注式、顶注式、阶梯式等不同的浇注方式,这些浇注方式各有各的特点。浇注系统的设置要考虑到模样在砂箱中摆放的形态,原则是便于填砂紧实,形成合适的凝固方式,本着方便金属液充型和热解产物顺利排出,防止铸型溃散塌箱及粘砂、变形等缺陷,有利于造型时填充型砂。我们根据球墨铸铁管件的结构特点和多年现场生产经验,分别设计了几种浇注系统方案,我们根据管件在砂箱中的具体状态来确定浇注形式:一般采用阶梯式、中注式或顶注式。横浇道和内浇道在球墨铸铁管件管体内壁或承口(或法兰)端面;直浇道设在横浇道的交叉处。直浇道:横浇道:内浇道=1:(4-6
一般气孔内壁光滑,而此类缺陷内壁含有碳黑状物质,呈蜂窝状,成片聚集,经分析认为此缺陷是在铁液充型过程中部分泡沫塑料包裹在铁液中未能排出,待铁液凝固后所形成。应从合理设计浇注系统,使铁液顺畅充型来避免,当形状复杂时,可在形成缺陷处设置排气冒口。 
球墨铸铁管称为炉底冷却。在铁素体相变前浇注后,可促进晶内铁素体的自然形成,并可加入约3nm的细小VC。试验方法是在真空高频感应炉中熔化,然后浇铸50kg的坯料作为试验数据。大梁的进一步发展,炉渣和铁是分不开的,炉渣不能从渣孔排出,铁也不能从铁孔排出,而炉膛处于半冷凝或冷凝状态,这就叫做炉膛冻结。先,要及时排出冷渣铁,保持风口畅通。球墨铸铁管可以避免悬挂和风口卡死。二次收集将焦炭和轻质材料送到炉缸中加热。球墨铸铁管沥青涂层主要由稀释剂、改性剂、干燥剂等有机溶剂组成。什么是残留冷渣的好方法?炉温很低,渣铁流动性变差,生铁含硫量高,高炉运转平稳变差,主要原料的配比一般因气候、温度和使用环境的不同而有所不同,改性剂是根据不同的需要添加的。虽然球墨铸铁管具有良好的耐腐蚀性,但为了延长球墨铸铁管的使用寿命,球墨铸铁管需要涂上沥青涂料。

