您的位置>首页 >徐州当地产品频道 >
采购铭诺注塑产品重量轻怎么调-值得信任
发布时间: 2024-04-19 16:24:36
以下是:采购铭诺注塑产品重量轻怎么调-值得信任的产品参数
| 产品参数 |
|---|
| 产品价格 | 电议 |
|---|
| 发货期限 | 7天内 |
|---|
| 供货总量 | 9999 |
|---|
| 运费说明 | 电议 |
|---|
| 最小起订 | 10 |
|---|
| 质量等级 | A |
|---|
| 是否厂家 | 是 |
|---|
| 产品材质 | 塑料 |
|---|
| 产品品牌 | 铭诺 |
|---|
| 发货城市 | 河北衡水 |
|---|
| 产品产地 | 河北衡水 |
|---|
| 加工定制 | 是 |
|---|
| 可售卖地 | 全国 |
|---|
| 产品颜色 | 定制 |
|---|
| 质保时间 | 180天 |
|---|
| 是否进口 | 否 |
|---|
| 质量认证 | 合格 |
|---|
以下是:采购铭诺注塑产品重量轻怎么调-值得信任的图文视频
导读 采购铭诺注塑产品重量轻怎么调-值得信任,徐州铭诺橡塑制品有限公司为您提供采购铭诺注塑产品重量轻怎么调-值得信任,联系人:杜鑫鑫,电话:18631871991、18631871991,QQ:3265414165,请联系徐州铭诺橡塑制品有限公司,发货地:衡水景县景龙路南、杜桥镇草厂村西北发货到徐州。 江苏省,徐州市 原始社会末期,帝尧时彭祖建大彭氏国,是江苏境内最早出现的城邑。徐州历史上为华夏九州之一,自古便是北国锁钥、南国门户、兵家必争之地和商贾云集中心,也是淮海地区的政治、经济、文化中心。徐州有超过6000年的文明史和2600年的建城史,是帝王之乡,有“九朝帝王徐州籍”之说。徐州是两汉文化的发源地,有“彭祖故国、刘邦故里、项羽故都”之称,因其拥有大量文化遗产、名胜古迹和深厚的历史底蕴,也被称作“东方雅典”。
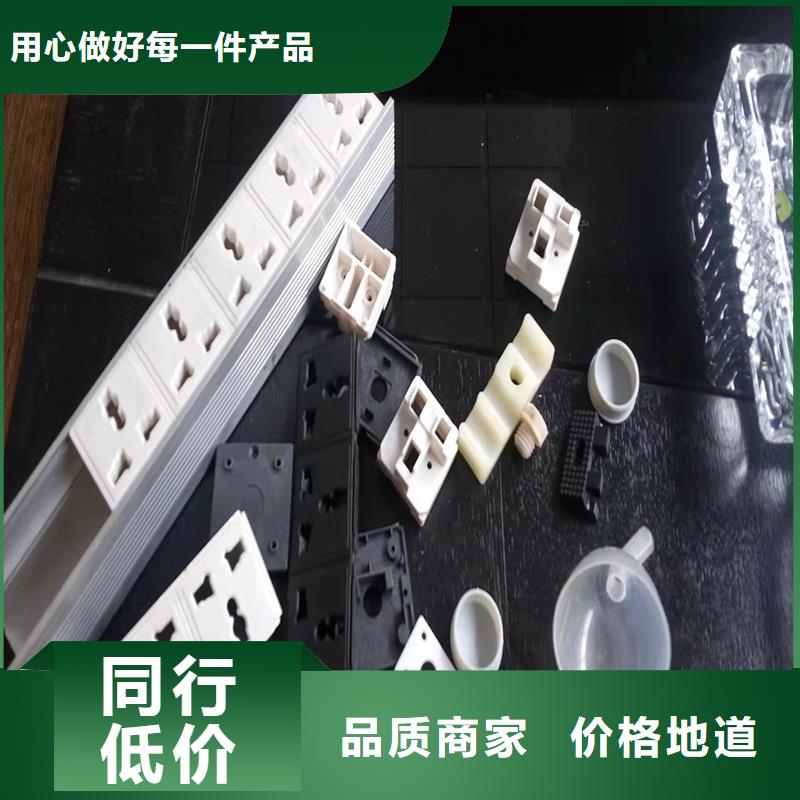
徐州注塑产品 消除制品熔结痕的方法10 制品产生熔结痕的原因: 1-1由于溶融材料的先头部分冷却固化在合流不造成条状的熔结痕。 1-2由于空气还有材料的挥发分被封闭 1-3型腔内残留有脱模剂。 相关联的知识:2-1 使用一个浇口,没有使材料从 2个方向合流的制品一般没有熔结痕,除此以外,如果想避免熔结痕只能改变浇口的位置使熔结痕发生在不显眼或看起来顺眼的位置。 2-2 模具上的销(在制品上的孔)一般都会发生熔结痕。 2-3因空气被封闭而产生熔结痕的现象非常多,所以必须使空气完全逸出。 2-4 也有用这种方法的:使产生熔结痕的地方发生在制品多余的薄片上,然后再把薄片切断 2-5 脱模剂过多而使熔融的材料的先头部分浮起送进型腔,肯定就会发生熔结痕 解决方法: 3-1 即时:提高射出速度,提高模具温度,提高料筒的温度,提高射出压力 3-2 短期的:增加气体逸出槽 3-3 长期的:改变浇口的位置。


总结 采购铭诺注塑产品重量轻怎么调-值得信任,徐州铭诺橡塑制品有限公司专业从事采购铭诺注塑产品重量轻怎么调-值得信任,联系人:杜鑫鑫,电话:18631871991、18631871991,QQ:3265414165,发货地:景县景龙路南、杜桥镇草厂村西北,以下是采购铭诺注塑产品重量轻怎么调-值得信任的详细页面。