

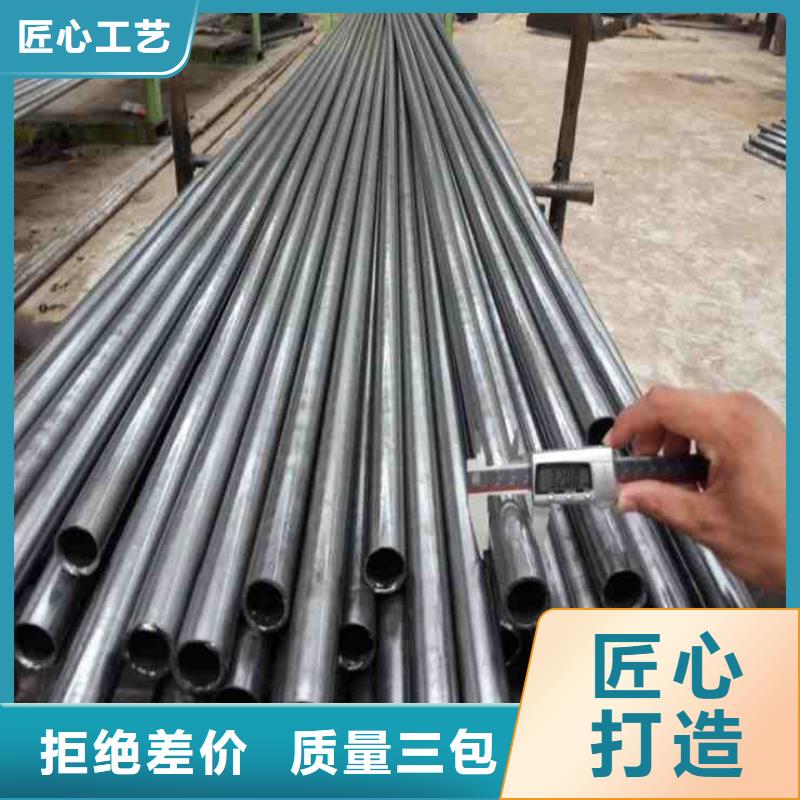
 管料准备,包括检查,打捆,酸洗,清洗,冲洗,中和,…欲获得尺寸更小和质量更好的精密管,采用冷轧,冷拔或者两者联合的方法。冷轧通常在二辊式轧机上进行,钢管在变断面圆孔槽和不动的锥形顶头所组成的环形孔型中轧制。而冷拔通常在0.5~100t的单链式或双链式冷拔机上进行。冷拔精密管的基本生产程序:管料供给,所用管料为热轧成品管或半成品管,挤压管以及焊接管。
管料准备,包括检查,打捆,酸洗,清洗,冲洗,中和,烘干,涂润滑剂等,冷加工(冷轧或冷拔),成品精整包括成品热处理,矫直,取样,切头尾,检查(人工检查和各种探伤),水压试验,涂油,包装,入库等。不同的产品精整内容有所差异。精密管常见的分类有:gb/t8162-19主要用于一般结构和机械结构,其代表材质:合金钢,碳钢,20cr,20crmo,40cr,42crmo等。
管料准备,包括检查,打捆,酸洗,清洗,冲洗,中和,…欲获得尺寸更小和质量更好的精密管,采用冷轧,冷拔或者两者联合的方法。冷轧通常在二辊式轧机上进行,钢管在变断面圆孔槽和不动的锥形顶头所组成的环形孔型中轧制。而冷拔通常在0.5~100t的单链式或双链式冷拔机上进行。冷拔精密管的基本生产程序:管料供给,所用管料为热轧成品管或半成品管,挤压管以及焊接管。
管料准备,包括检查,打捆,酸洗,清洗,冲洗,中和,烘干,涂润滑剂等,冷加工(冷轧或冷拔),成品精整包括成品热处理,矫直,取样,切头尾,检查(人工检查和各种探伤),水压试验,涂油,包装,入库等。不同的产品精整内容有所差异。精密管常见的分类有:gb/t8162-19主要用于一般结构和机械结构,其代表材质:合金钢,碳钢,20cr,20crmo,40cr,42crmo等。
 异型20#精密管的防腐处理方法:环氧陶瓷内衬,水泥砂浆内衬+特殊涂层,用聚氨酯涂异型20#精密管层,铝酸盐水泥涂层和硫酸盐水泥涂层,用环氧煤沥青涂异型20#精密管层。光亮40cr精密管的性能包括屈服点,抗拉强度,硬度指标,断面收缩率,断后伸长率。屈服点具有屈服现象的金属材料。光亮20#精密管力学性能:抗拉强度σb(mpa):≥410屈服强度σs(mpa):≥245伸长率δ5(%):≥25断面收缩率ψ(%):≥5试样在拉伸过程中力不增加(保持恒定)仍能继续伸长时的应力,称屈服点。若力发生下降时,则应区分上,下屈服点。屈服点的单位为n/mm2(mpa)。
大金钢管制造有限公司
异型20#精密管的防腐处理方法:环氧陶瓷内衬,水泥砂浆内衬+特殊涂层,用聚氨酯涂异型20#精密管层,铝酸盐水泥涂层和硫酸盐水泥涂层,用环氧煤沥青涂异型20#精密管层。光亮40cr精密管的性能包括屈服点,抗拉强度,硬度指标,断面收缩率,断后伸长率。屈服点具有屈服现象的金属材料。光亮20#精密管力学性能:抗拉强度σb(mpa):≥410屈服强度σs(mpa):≥245伸长率δ5(%):≥25断面收缩率ψ(%):≥5试样在拉伸过程中力不增加(保持恒定)仍能继续伸长时的应力,称屈服点。若力发生下降时,则应区分上,下屈服点。屈服点的单位为n/mm2(mpa)。
大金钢管制造有限公司
 精密管的无氧退火炉技术
无氧退火炉采用的是电加热预抽真空保护气氛等温球化退火炉通过前后预热真空氮气保护的方法,
实现工件无氧化退火。设备具有气氛消耗量小,能耗低,后续加工洁净的特点,并且加热速度快、
均匀,大大缩短了退火工艺时间,使退火后工件氧化脱碳极少,脱贫碳层增深层≦0.05mm。退火质
量优于JB/T1255-2001等标准的要求金相组织细小,均匀分布,实现了球化退火的,优质,低
耗,自动连续生产的目的。
大金钢管制造有限公司
精密管的无氧退火炉技术
无氧退火炉采用的是电加热预抽真空保护气氛等温球化退火炉通过前后预热真空氮气保护的方法,
实现工件无氧化退火。设备具有气氛消耗量小,能耗低,后续加工洁净的特点,并且加热速度快、
均匀,大大缩短了退火工艺时间,使退火后工件氧化脱碳极少,脱贫碳层增深层≦0.05mm。退火质
量优于JB/T1255-2001等标准的要求金相组织细小,均匀分布,实现了球化退火的,优质,低
耗,自动连续生产的目的。
大金钢管制造有限公司

