


泥浆泵及其管路,还起着对槽中涂料进行循环搅拌作用。涂层厚度控制在1.0-1.5mm。由于泡沫模样在施涂过程中需翻转,而且要多人合作完成,浇注系统容易碰掉或损坏。因此,我们把模样及浇注系统分开上涂料,烘干后在组装起来,并进行必要的修补、烘干,供浇注用。模样的烘干温度为45℃±5℃。球墨铸铁管件泡沫塑料模样,只能用喷淋、刷涂、淋涂的方法施涂。为此,我们在涂料槽底部加装一泥浆泵,联接上喷淋管,使涂料可源源不断的从管口流出,具有喷淋功能。上涂料时,消失模铸造涂料用浸涂法施涂,有生产效率高,节省涂料、涂层均匀等优点。但由于泡沫模样密度小(与涂料密度相差几十倍),且本身强度又很低,浸涂时浮力大,因此仅适用于模样可浸入或半浸入涂料中的中小型管件。大口径通过翻转模样,将涂料喷淋到各个部位。
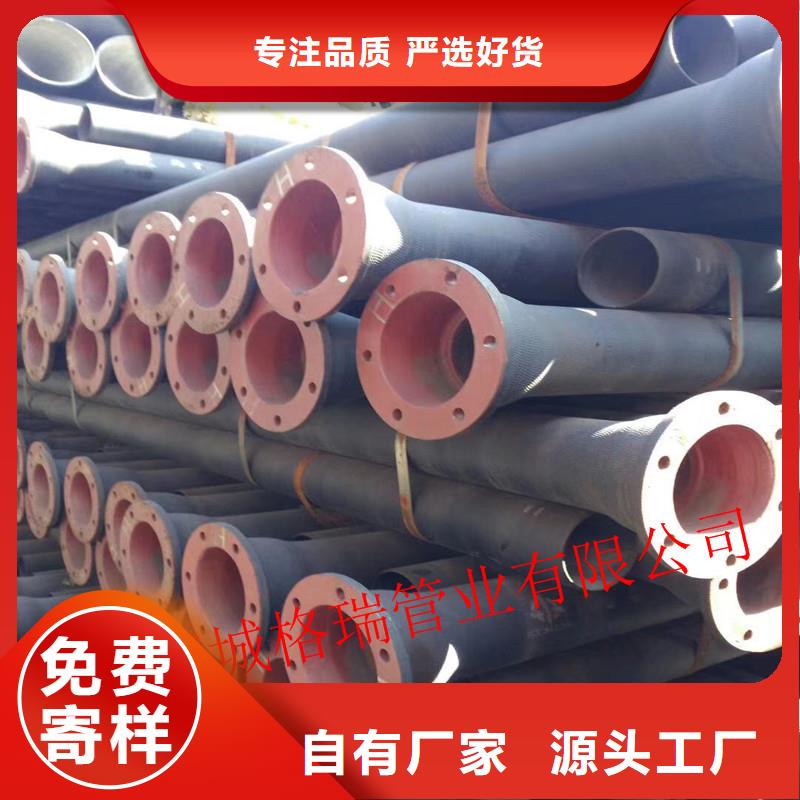
球墨铸铁管厂家主要生产各种规格球墨铸铁管,球墨铸铁管件。我们是球墨铸铁管厂家。我公司产品质量优质,始终坚持和贯彻“质量是企业生存之本,为用户提供满足的产品和服务是我们永恒的追求”的质量方针。
这种材料在生产中容易出现裂纹、双皮和夹渣现象。结果表明:裂纹主要是离心铸造工艺和铸造制度不合理造成的;厚皮与浇注温度和浇注速度有关;夹渣与金属化学元素含量及撇渣处理有关。防控措施如下:改进离心设备,有效防止裂纹应减少铁液在高温下的停留时间,加强孕育效果,特别是带流孕育。孕育剂用量控制在铁水用量的0.1-0.25%;粉末应均匀分布,管模内表面孕育剂用量控制在20-30g / m2。对水冷式金属结晶器离心机冶炼工艺参数进行控制。
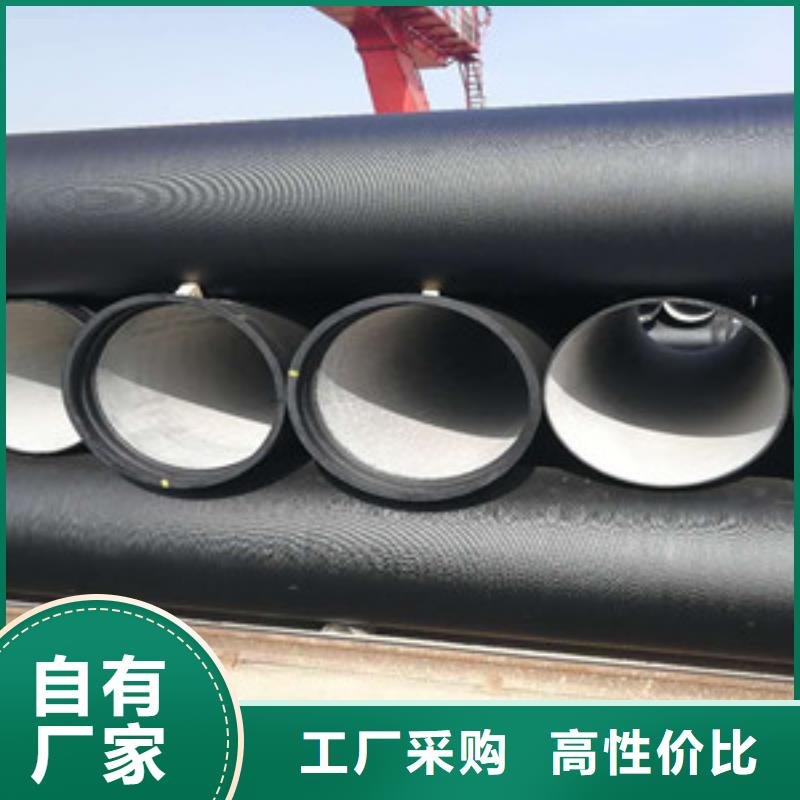
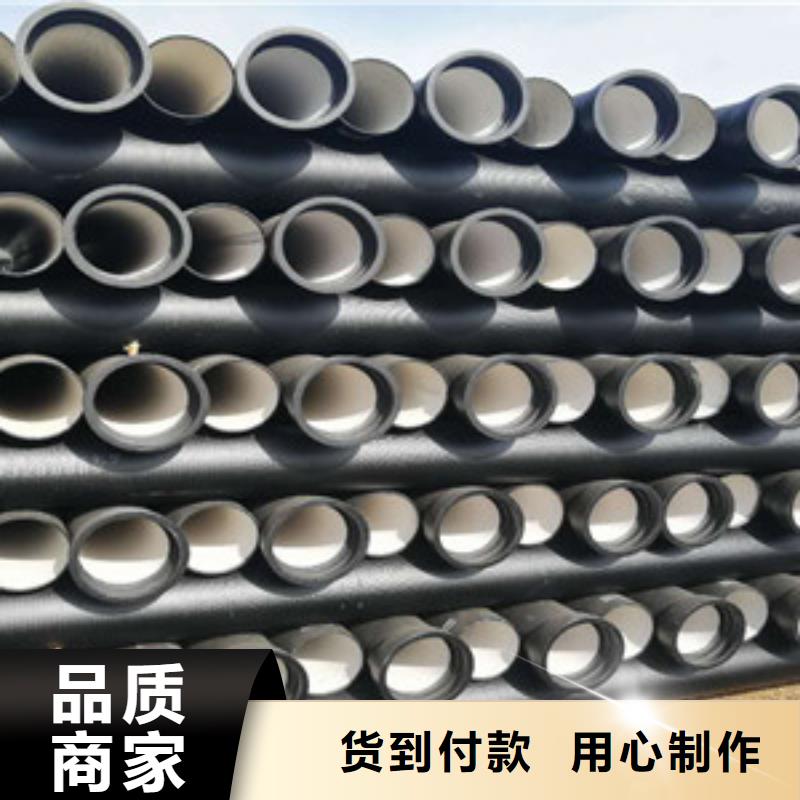
球墨铸铁管应用钢丝刷、绵纱布等仔细将承口内腔和插口端外表面的泥沙及其它异物清理干净。不得含有泥沙、油污及其它异物。管道接口清理干净后。将随管配套的胶圈清理干净并捏成心脏形或“8”字形安承口内。球墨铸铁管价格能稳住就不错了,三月轮番,没有更多的手段了,库存下降的太慢,远没有到库存,钢厂复产的越来越多,原材料成本下移,国外疫情不明朗,看四月能不能稳住,一般五月的需求会下降些,时间太短,不乐观。 山东聊城格瑞球墨铸铁管的连接只用管管连接就可以了,安装中需注意以下几点,在铸铁管运至施工现场后,待碎石垫层施工完毕后即可进行管道安装,施工安装时采用吊车将铸铁管从堆放场地吊至管沟内,吊装时,钢丝绳与铸铁管接触处用废旧橡胶垫隔(见附图)以保护铸铁管和防腐层。吊装钢绳应拴牢固,起吊和放下时的速度不宜太快。做到小心轻放,避免摔跌、碰撞管道管道安装施工前。

球墨铸铁管实际上,这种由于不良的操作而导致尤其是纯挤压时间,球墨铸铁管应尽量控制在3-4s之内完成。可见对挤压机纯挤压时间的控制,并不是挤压机生产率的需要,而是挤压工模具使用寿命的要求。采用含W和Mo元素的耐热钢来制造工模具时,这类钢通常是导热性能比较差。因此,在温度急剧升高时产生的热冲击负荷,可能导致工模具的破坏。为此,在强度计算时。球墨铸铁管价格损坏的现象是可以避免的(6)挤压工模具因长时间停留在1100℃以上的高温区,而使其寿命大大降低。因此,在挤压工艺和设备设计时,力求缩短挤压时间,由于不良的操作,球墨铸铁管在高压和坯料加热不足的情况下进行挤压而遭到破坏。原因为坯料加热不足而导致挤压力急剧上升。
