


57127<通辽>神悦钢材有限公司

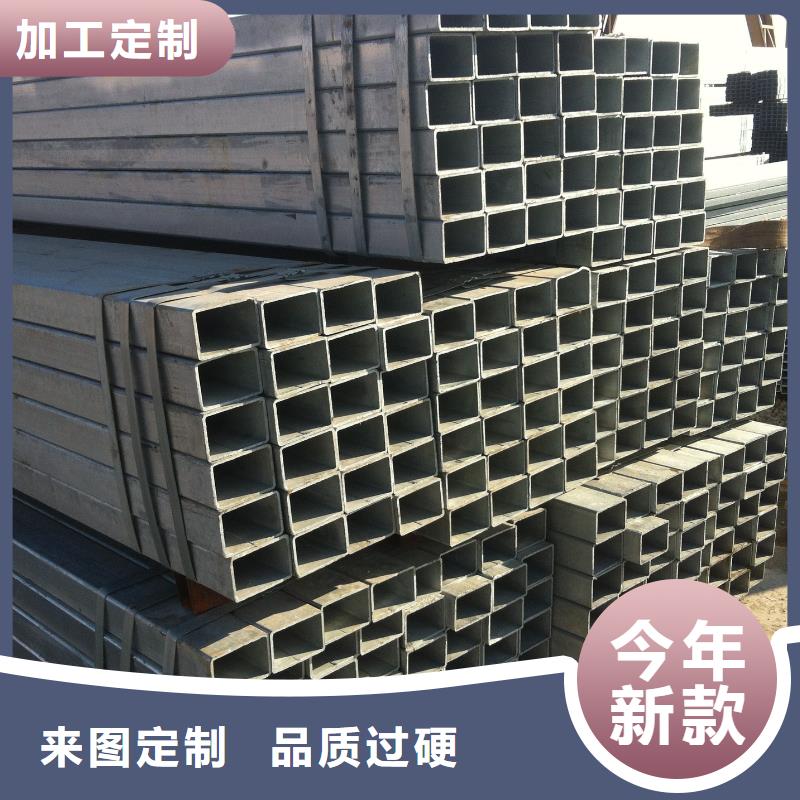
通辽制造大口径直缝埋弧镀锌方管的成型方法有UOE成型法、排辊成型法成型等。 对于大多数成型方法, 的工序是扩大焊接管坯的全长,以提高焊接管的质量。 扩径已成为大口径直缝镀锌方管生产中保证成品管质量的重要工序。 扩径是利用液压或机械手段从钢管内壁加力,使钢管径向向外扩径的压力加工工艺。 机械方法比液压方法更简单、更有效。 通辽镀锌管应用于世界上 进的几条大口径直缝镀锌方管道扩管工艺。 花瓣的扇形块沿径向膨胀,使管坯沿长度方向逐步实现整个管长的塑性变形过程。 分5个阶段和初滚圆阶段:扇形块打开,直到所有扇形块接触钢管内壁。 此时,阶梯范围内钢管内管各点的半径几乎相同,钢管初步圆整。 公称内径阶段:扇形块从前面位置开始减速运动,直到到达要求的位置,即有质量要求的成品管的内圆周位置。
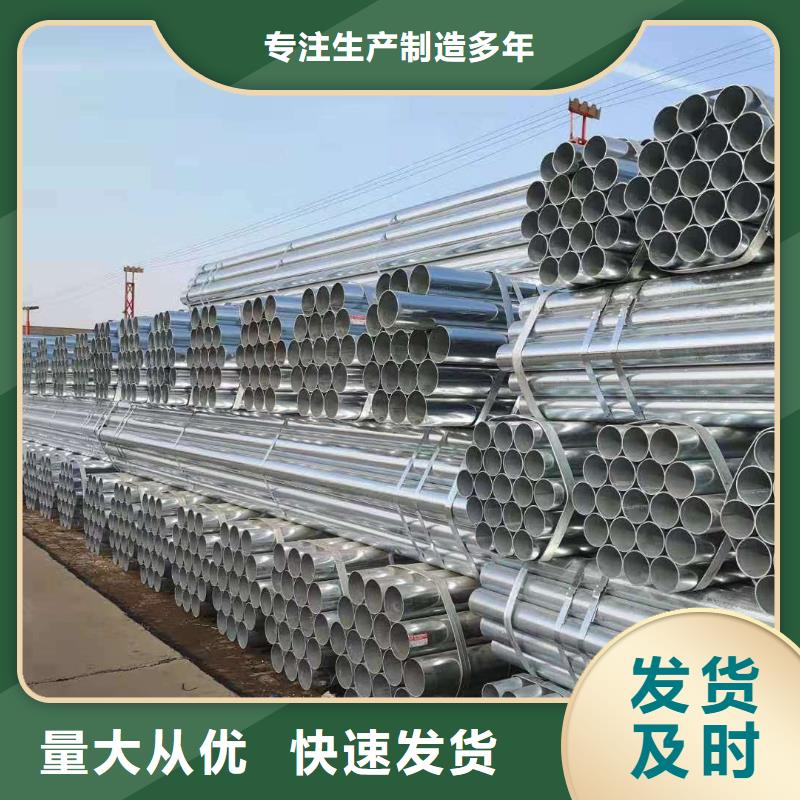
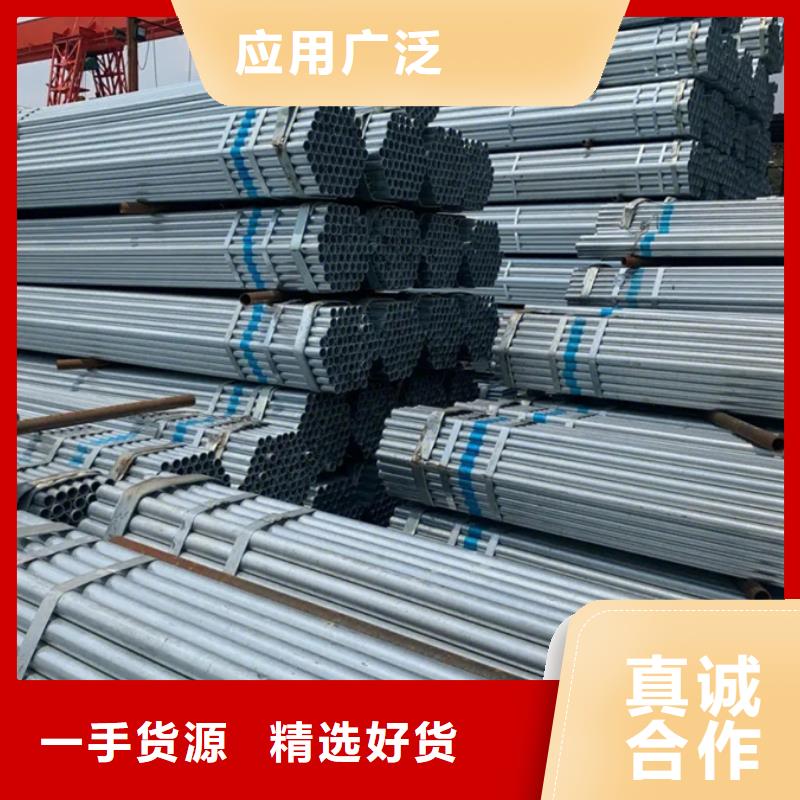
华尔钢镀锌无缝管在投入市场使用前需要进行检测,镀锌无缝管厂采用无损检测。这样,镀锌无缝管的使用情况在检测的时候就会进行检查,由专业的镀锌无缝管质检员进行检验,确保镀锌无缝管的质量。那么具体的镀锌无缝管是如何进行无损检测的呢?对镀锌无缝管焊缝无损检测样品的统计分析结果表明,各种焊接缺陷中出现非穿透缺陷的概率非常大。传统的无损检测技术可以更准确地确定高度不完全穿透缺陷,直接影响管道的可靠性和性评价。 通辽镀锌管主要针对小口径薄壁或少或少镀锌无缝管焊缝根部未完全熔透的测高法的超声波工艺缺陷,提出不同坡口人工反射器的应用。接缝未穿透、缺陷高度和误差分析及测试结果、未穿透高度测量等方法提供了处理缺陷的方法。镀锌无缝管是指钢带或钢板弯曲变形形状,如圆形、方形,然后焊接成型材,镀锌无缝管。 通辽镀锌无缝管生产工艺流程短,产量合规性高,型式规范,设备投资少,但一般强度低于镀锌无缝管。不锈钢带钢轧制的迅速发展和焊接和检验技能的提高,焊缝质量不断进步,镀锌无缝管规格增加,镀锌无缝管的替代品类越来越多。镀锌无缝管焊接缺陷的无损检测和定量分析结果非常重要,尤其是对接焊缝不完整的缺陷。

另外,通辽16mn镀锌方管等温工艺时间的长短应根据通辽镀锌方管结构更换的完成情况而定。 时间过长会降低工作效率,所以要认真完成。部分进行等温淬火的通辽镀锌方管不进行淬火处理。但对于部分经过终热处理的产品工件,其内部的残余马氏体在随后的空冷过程中可能会转变为奥氏体,因此需要进行淬火固溶,目的是为了去除延展性和为了 光滑的尺子,必须注意淬火温度应低于等温工艺温度。 通辽镀锌管热如何匀称制冷呢?热是制造中比较常见的原材料,对日常生活也有很大的帮助。其中,热厚壁不均匀,冷却不均匀。这个问题也有自己的解决方案。我们来说说厚壁怎么均匀冷却?这种不对称性现在可用于改善管的前端和后端,具体取决于条带的选择。 沿其整个宽度屏蔽器件可改善边缘温度不均匀性。此外,输送辊的倾角不易立即影响管体的对称冷却,倾角的变化是影响热通过的关键因素。
