





E.陕西镀锌螺旋管管材焊接:焊缝质量必须符合GB50268-97 4.2的有关规定,焊缝应平整,宽度均匀,根部熔深,无明显的凸起缺陷和咬边现象,焊缝增强应比管面高2mm左右,将凹槽的边缘焊接2-3毫米。
F.陕西镀锌螺旋管管道与法兰的焊接,管道应插入法兰的三分之二,法兰与管道应垂直,二者与轴线重合。
成品陕西镀锌螺旋管经水冷后排出,但毕竟经过高温加热后,水冷后螺旋水管的温度仍然很高,因此在取下螺旋管后应注意以下几点。
冬季在陕西镀锌螺旋管的生产过程中,环氧粉末和粘合剂应比平时大1%,以达到实际所需的厚度。
将陕西镀锌螺旋管下线后不要暴露在高温下。暴露很容易导致PE层膨胀,进而导致钢管的外壁膨胀,从而达不到防腐效果。
取下螺旋钢管后,切勿淋雨。雨后很容易在管接头处引起渗水。

然后,加热到规定温度,或进行炉冷(退火);或将炉门打开,陕西螺旋管-保温螺旋钢管-大口径螺旋钢管-Q235B螺旋钢管-螺旋钢管厂实行空冷(正火,回火):或者为了进行水冷(固溶处理。淬火)将台车拖出炉外。炉子设备简单,投资少,适于生产量较小的热处理。操作的仲缩性强,易于安排。但是,炉温分布不均是难于避免的。虽然也有在炉顶安装搅拌风机的炉子,但也不能解决问题,因为管子是堆积在一起的,其加热速度和速度往往有很大差异。螺旋钢管为了弥补加热不均的影响,不得不延长在炉时间,致使热处理效率低,可靠性差。由于热处理过程中管子是固定不动的,有易产生弯曲的缺点。车底式炉子的台数有逐年减少的倾向。是车底式光亮热处理炉示例,连续式炉将管料连续地装入固定的加热装置中,从另一侧出料。钢管的这种搬运方法是连续式炉子的特征。顺着管子线往炉内送料的有:筒形炉,辊底式炉;与管轴线成90°角往炉内送料的有步进式炉。
管计算方法:(外径-壁厚)*壁厚*0.02466=焊管每米的重量/公斤
镀锌管计算:(外径-壁厚)*壁厚*0.02466*1.06=焊管每米的重量/公斤
陕西镀锌螺旋管防腐层对于埋地管道的寿命来说是至关重要的,同样材质的管道,有的埋在地下几十年不腐蚀,有的几年就发生泄露。就是因为它们采用了不同的外防腐层。聚乙烯三层结构防护层又称三层PE(3PE),是近几年从国外引进的先进的防腐技术。它的全称为熔结环氧/挤塑聚乙烯结构防护层,结构由以下三层组成:它的全称为熔结环氧/挤塑聚乙烯结构防护层,结构由以下三层组成:底层为熔结环氧(80m);中间层为胶粘剂(170-250m);面层为挤塑聚乙烯(约2mm)。
在三层结构中,熔结环氧粉末涂层的主要作用是:形成连续的涂膜,与钢管表面直接粘结,具有很好的耐化学腐蚀性和抗阴极剥离性能;与中间层胶粘剂的活性基团反应形成化学粘结,保证整体防腐层在较高温度下具有良好的粘结性。中间层通常为共聚物粘结剂,其主要成分是聚烯烃,目前广泛采用的是乙烯基共聚物胶粘剂。

辊轮的安装斜度是可阔节的,通常安装倾斜角度小于45°。这种斜装辊轮承担着螺旋钢管前 进速度和旋转速度的双重作用。因此,螺旋钢管厂家在调节任何种速度时必须 兼顾另种速度的变化。它是在传送辊道上平行于钢管前方向安装若干对辊轮。每对辊轮中只为主动辊轮,另只为被 辊轮。主动辊轮表面加工有斜齿,当其转动时与钢管接触处产生寒力,带动螺旋钢管旋转。
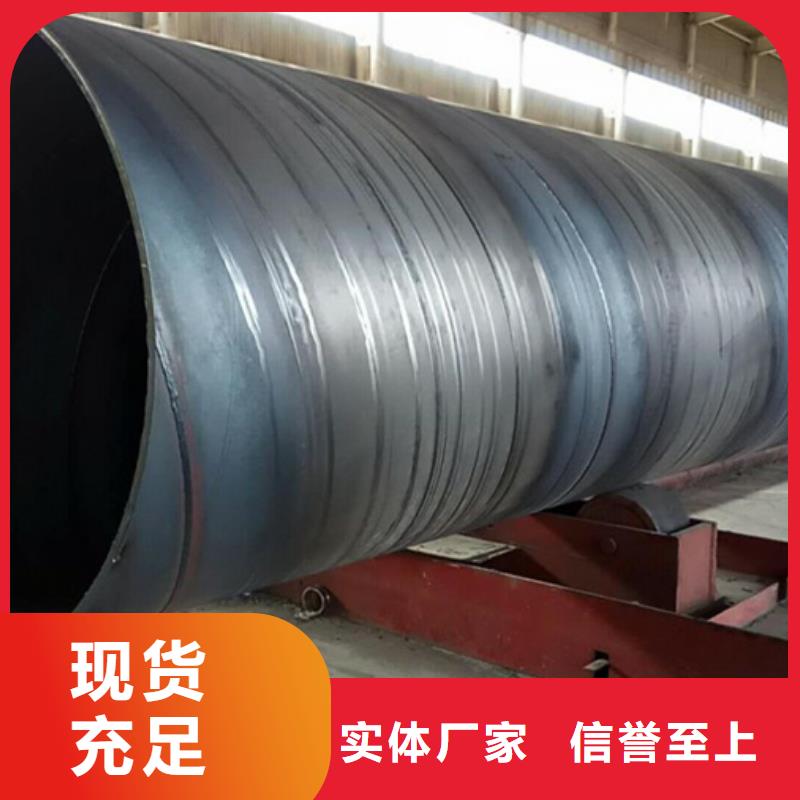
螺旋钢管的全称即是螺旋缝双面埋弧焊钢管,螺旋管的生产工艺与他的名字一样,是以宽度1000mm以下的带钢、或者宽度1000mm-15000mm之间的卷板为原材料,在螺旋管生产设备中以螺旋缝双面埋弧焊的形式成型,根据客户的需求来截取相应的长度,如果长度无要求一般长度以6米/支或者12米/支截取。

