

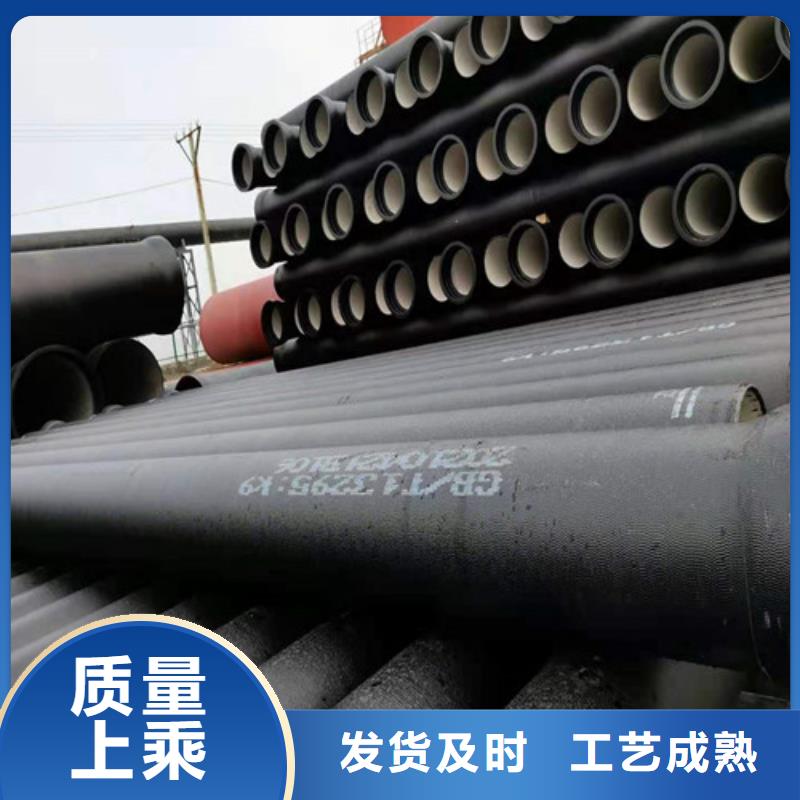




冷模法生产的球墨铸铁管是用水冷管模,经离心浇注完后再转入退火窑退火处理,终得到铁素体基体,使本体延伸率较高。其优点在于铸管经过退火可使延伸率稳定达到ISO2531标准。因此大多数生产厂家仍延用此法生产球墨铸铁管。但是该方法管模消耗大,管模维修量大,辅助时间长。热模法是将管模加热到150℃-300℃,并在管模内壁喷涂隔热涂料保护,浇注完后不经退火处理,其优点在于管模寿命长,维修量小,节约能源;缺点是要求控制铁水成份范围很窄,实际生产中铸管延伸率低,只有5%左右。
球墨铸铁管安装对较小规格的橡胶密封圈,将其弄成“心”型放入承口密封槽内,对较大 规格的橡胶密封圈,将其弯成“十”型或其它形状。
橡胶密封圈放入 后,应施加径向力使其完全放入密封槽内,检查是否完全吻合尤其是放橡胶密封圈的位 置。不要留有漆、土、沙、水等残留物。根据设计用观测器、水平仪找准安装面。沟底应规矩整齐,要避免把管子放在底层石块的凸面上。通常情况下,水流方向应从承口流向插口;但在坡度很大的情况下,要把承口朝上,安装时从下往上进行。尽量避免承口向插口安装。放 管下沟时,要避免与底部和壁面强烈碰撞。
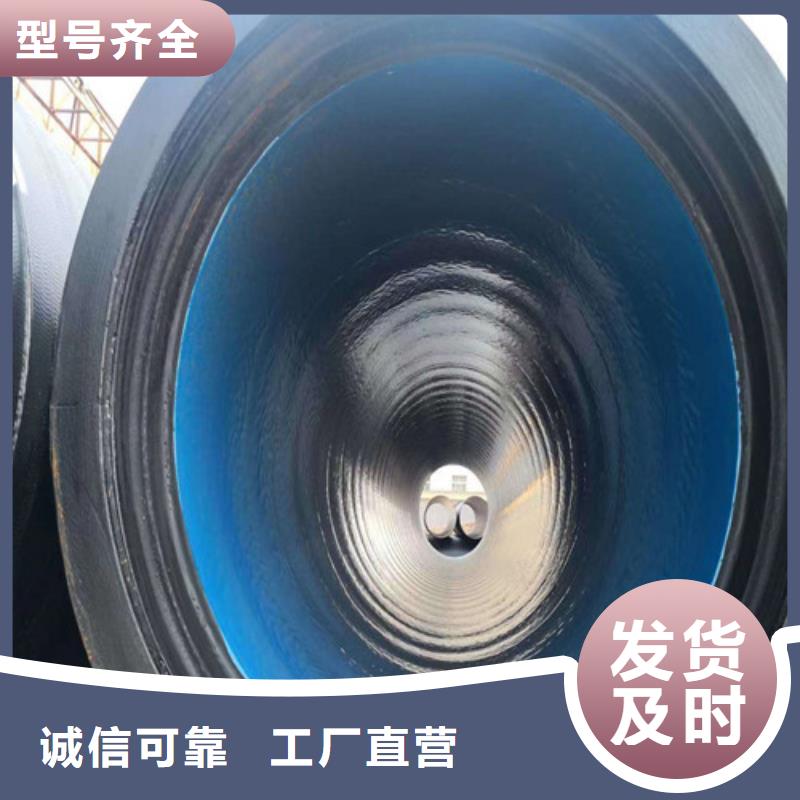
司出产的球墨铸铁管能承受很高的内压,在进行水压实验中,实验压力比国际尺度和欧洲尺度都高出1MPa。球墨铸铁管还具有良好的抗外压性,可以降低管床和保护层制作的要求,使管道铺设既经济又可靠;另外,外喷锌、喷沥青漆、内衬水泥等措施保证了铸管的内、外抗侵蚀性。我公司的喷锌质量符合ISO8179的划定,每平方米的管道小喷锌量为130g,沥青漆的厚度不低于70μm,水泥砂浆内衬质量符合ISO4179的划定,保证砂浆坚固密室、光滑、附着力强。

球墨铸铁管焊接
使铸铁中的石墨结晶成球状的添加剂,谓之“球化剂”。“球化剂”的主要成分是球化元素,如Mg、Ce、Ca等。球墨铸铁中的球状石墨就是铸铁铁液经球化处理后而成,使其强度大大高于灰铸铁,韧性优于可锻铸铁,同时还能保持灰铸铁的一系列优点。但球墨铸铁熔铸时所使用的“球化剂”能增加焊缝产生“白口”和淬硬组织的倾向,使焊缝及热影响区(尤其是熔合区)诱发裂纹。故球墨铸铁的焊接性要比灰铸铁更差。

