





红河dn250K7球墨铸铁管库存充足
<红河>鑫福兴管业有限公司


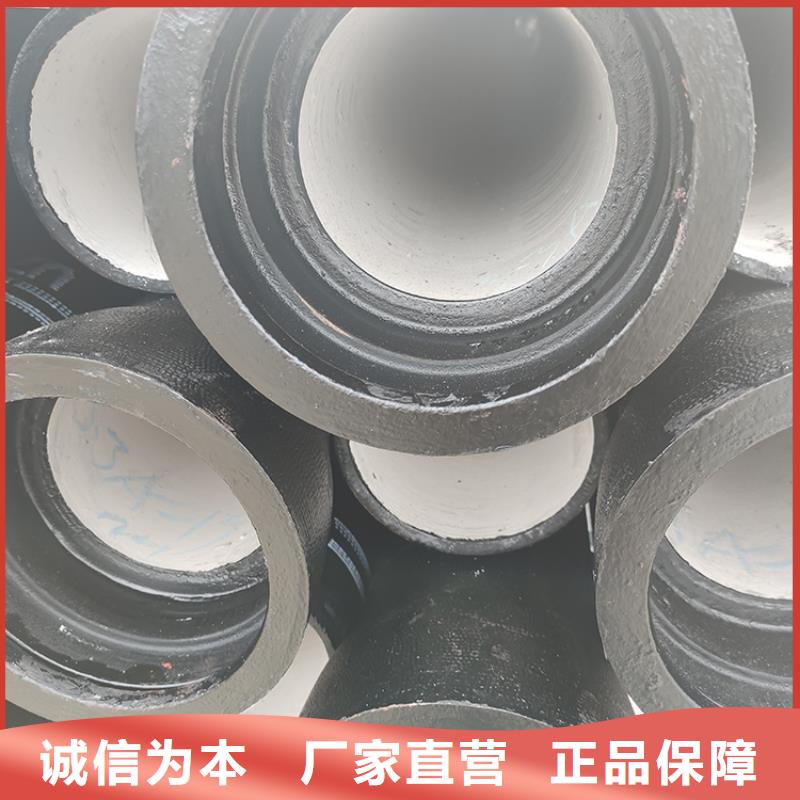
球墨铸铁管有很多方法做的,其中有有一种叫做衬树脂砂热模法,今天小编就跟大家分析下这种铸造方法。球墨铸铁管在离心铸造中有一种方法叫衬树脂砂热模法,此种方法并不多见,也不是常用法,它是将管模加热到160-220度,然后在管模内壁里边内衬上涂覆一层膜树脂砂,一般这一层的涂覆厚度掌握在3毫米到5毫米就可以,内壁管模上带有一些排气孔,这样在浇注铁水时覆膜砂时,产生一些气体泡会无故的淌出来。由于树脂砂衬可以做到保护作用,使球墨铸铁管的管模承受热复荷的力度,大大减少。这样可以使球墨铸铁管的管模寿命增长,此寿命在10000次以上/根,使用这种方法生产铸管的冷却速度比较慢,这样铸态组织中残留的碳体,只要稍微经过一下低温的退火处理,就可以得到想象中的金相组织和较高的力学性能。衬权脂砂热模法:这种铸造方法是50年代时,首次在日本实验成功的例子。到现在为止,我国内可以做到这种铸造方法没有几个。其中,我钢益管业可以用此铸造方法生产1000毫米到2600毫米的大口径球墨管。

#球墨铸铁管#球墨铸铁管具有优良优良的特性,在排气管中取代了灰口铸铁。随着温度的升高,硅铝合金型材球铁将得到进一步应用。采用球铁的小环和轮壳零件有明显的发展趋势。(二)如何通过磨割方法切割球墨铸铁管?磨削切割法切割球墨铸铁管是用砂轮切割球墨铸铁管直至断裂。采用磨削方式切割球墨铸铁管时,应先在切割部位做好标记,以免切割时产生偏差。将拔出的球墨铸铁管放入切割机中,固定好球墨铸铁管,并用内置卡箍夹紧。接下来,启动切割机,逐渐向切割机手柄施加压力。砂轮切入球墨铸铁管,直到球墨铸铁管被切断。在手柄上施加压力时,一次不要用力过大,否则砂轮会断裂。机器运转时,操作人员不得站在带砂轮的一侧,以免发生事故。砂轮切割时,可能会振动、抖动或不稳定,必须立即停止操作。检查砂轮有无断裂或缺口。如有破损,必须及时更换,确保正常使用。球墨铸铁管如有毛边妨碍使用时,可用砂轮或锉刀打磨光滑。现在一般球墨铸铁管供应在国际水平上有点欠缺,如果能按照以上标准加以改进,就可以达到国际水平。使用磨割方法切割铸铁管时,不要不小心伤害自己。

球墨铸铁管熔炼工艺要求如下:出炉温度 高铬铸铁的熔点比一般铸铁高, 约为1200 ℃, 出炉温度约为1500 ℃, 熔炼选用中频感应电炉。炉衬 采用酸性或碱性炉衬均可, 炉衬的配比、打结、烘干和烧结均按常规工艺进行。装料 一般按正常顺序加料, 先将灰生铁、钼铁等难熔铁合金装入炉底, 而后将废钢等按照下紧上松的原则装填 。球磨铸铁管送电熔化 将电炉功率调至进行熔化, 由于Cr 的熔炼损耗较大 , 故铬铁应在加入, 通常是待废钢全部熔化后加入烤红的铬铁。脱氧 待金属炉料全部熔化并提温至1480 ℃后, 再加入锰铁、硅铁及铝进行脱氧。球墨铸铁管浇注 在中频感应炉中熔化, 温度不必太高,温度达到1480 ℃时即可出炉, 铁液在包内应停留一段时间进行镇静, 视工件大小不同可在1380 ~1410 ℃之间进行浇注。公司专业生产球墨铸管,产品质量可靠,服务,价格,想客户之所想,急客户之所急,欢迎前来咨询。
xinfu