








铸铁闸门作为重要的金属结构设备,不管是在过去还是在现在,在水工建筑物中起着重要的作用,适用于排水工程、修建渠道工程、市政工程、污水处理厂工程,但是,你知道吗,铸铁闸门是会变形的。那么,铸铁闸门变形的原因是什么?我们又能怎么解决这一问题呢?造成铸铁闸门变形,其原因不外乎是两种,一是闸门本身质量不行,二是因为铸铁闸门的错误使用或是没有做好日常保养工作。具体一点,就是:闸门质量会造成铸铁闸门变形,这是我们都肯定的一点。毕竟高质量的铸铁闸门本身就具有一点的刚度和强度,能承受得住水压,如果再加上日常维护保养好铸铁闸门,如在铸铁闸门表面做防锈喷锌处理,这样也会加强铸铁闸门的性能,让铸铁闸门不那么容易变形;但是,劣质的铸铁闸门就不同了,由于铸铁闸门生产时用的是劣质材料或是“缺斤少两”,亦或是生产时没有使用先进生产工艺和设备来生产铸铁闸门,其质量就差多了,就算刚开始使用时没有出现变形情况,在日后使用过程中还是会因水压和运行时间而出现变形情况。所以,大家在选购铸铁闸门的时候,我们都会建议大家选择高质量的铸铁闸门。
进行铸铁闸门形式选择时,需要根据闸门工作性质、设置位置、运行条件闸孔跨度、启闭力和工程造价等,结合闸门的特点,参照已有的运行实践经验,通过技术经济比较确定。其中平面闸门和弧形闸门是最常采用的门形。大、中型露顶式和潜没式的工作闸门大多采用弧形闸门,高水头深孔工作闸门尤为常用弧形闸门。当用作事故闸门和检修闸门时,大多采用平面闸门。工作闸门前常设置检修闸门和事故闸门。对高水头泄水工作闸门由于经常作动水操作或局部开启,应设法减少闸门振动和空蚀现象,改善闸门水力条件,按不同的部件考虑动力的影响,并对门体的刚度和动力特征进行分析研究。对门叶和埋件的制造、安装精度都应严格控制,当门槽边界流态复杂或体形特殊时,除需参考已有运行的成功试验,还应通过水工模型试验解决可能发生的振动、空蚀问题,以选定合适的门槽体形。
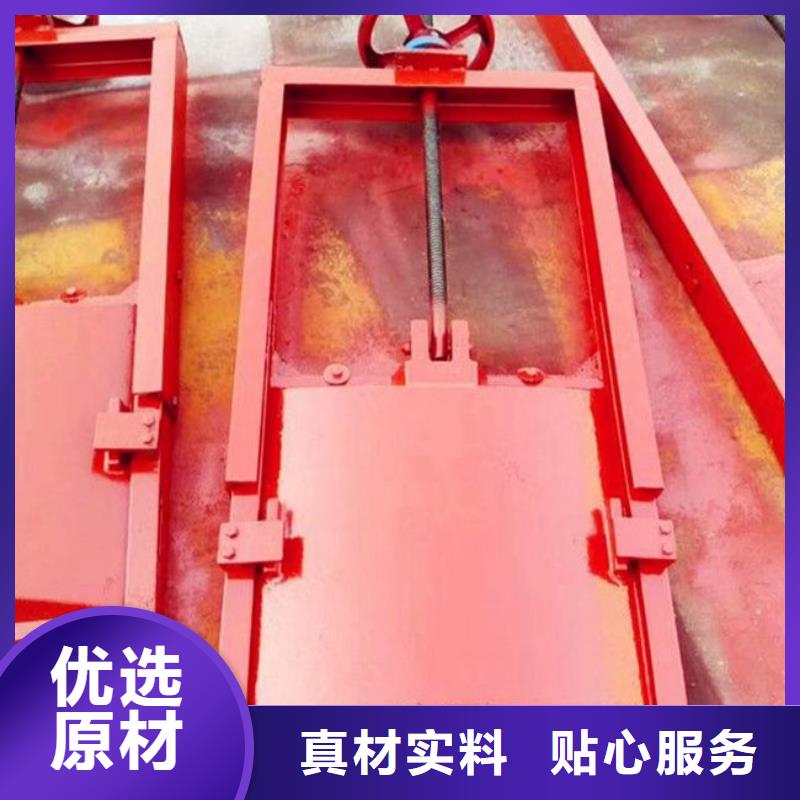
主要由闸框、闸板、吊座及紧闭斜铁等零部件组成。为克服以往钢门易锈蚀的缺点,闸框、闸板全采用铸铁组成,其中闸框又由上横梁、下横梁、左直梁、右直梁组成。为了制造、运输、安装方便,闸板一般根据其大小或高度情况由上下几部分拼装组成。 闸门按闸板形状的不同,分为PZ平板和PGZ拱形两大类。具体选用可根据闸孔尺寸、承压水头、启闭型式、闸门自重等方面加以综合比较确定。 闸门按闸板结构的组合不同,分为整体式和组装式两大类。小规格的闸门一般制成整体式,但机械运输条件较差的施工安装点的闸门亦可制成组装式,以便于人工运输。中等规格以上的闸门一般均可制成组装式。

铸铁闸门防腐处理质量检查
钢闸门防腐处理的每道工序完成后,必须进行严格的质量检查,合格后方可进行下一道工序的施工,检查标准为设计要求或规范规定。
4.1表面处理(喷砂)
一般喷砂处理后,表面清洁度达到Sa2.5级,可用对比照片检查;表面粗糙度数值达到40-70μm,用专用量具或样块检测。
涂层遍数与厚度
一般喷锌、喷防锈漆、喷面漆均分两遍完成,喷锌 遍完成总量的70-80%,第二遍完成20-30%,喷漆两遍各完成总量的一半。每遍喷涂应有一定重叠量,两遍喷涂喷束应垂直交叉覆盖。
3.6边角位置及拼接焊缝处的喷涂
为保证闸门边角位置的喷涂质量,在每层喷涂之前应先将这些位置喷涂两遍,然后对闸门全面喷涂。
闸门拼接位置必须在施工现场或安装就位后进行焊接,所以应在焊缝处各侧50mm范围内涂装焊接时不对焊缝质量产生不良影响的车间底漆,以免坡口生锈。焊接后,对焊缝区进行二次除锈与喷涂。

铸铁拍门安装: 拍门安装可采用以下方式:法兰连接,混凝土浇筑。 拍门中心与流道中心允许偏差不应大于3.0mm 拍门四周应留有400mm的安装空间,拍门出口下方做成1:5的斜坡。 拍门安装的配件:螺栓或膨胀丝采用不锈钢或经过防腐处理的碳钢;密封件采用橡胶或橡胶垫片。 性能: 适用介质:水,河水,江水,海水,生活,工业污水 适用范围:适用于水利系统、市政污水、城市防洪排涝、污水处理厂、自来水厂等。 产品规格和类别:拍门规格分圆形拍门和方形拍门两种,可根据出水口大小形状设计生产;拍门类别可分别为空心浮板式拍门和平板式拍门。 浮箱式拍门主要由阀座、阀板、密土封圈、铰链四部分构成。形状分为圆形和方形。拍门的材质传统上为各种金属制品,现在已经发展为多种复合材料。 原理: 拍门由阀座(阀体)、阀板、密封圈、铰链四部分构成。仅用于单向水流的圆形和方形出水口,结构严密,工作可靠,无需人力操作启闭力来自水源压力,当拍门内的水压大于拍门外侧压力则开启;反之则关闭。 适用介质:水,河水,江水,海水,生活,工业污水 适用范围:适用于水利系统、市政污水、城市防洪排涝、污水处理厂、自来水厂等。 主要产品有:铸铁镶铜闸门渠道闸门,拍门