

联系我们

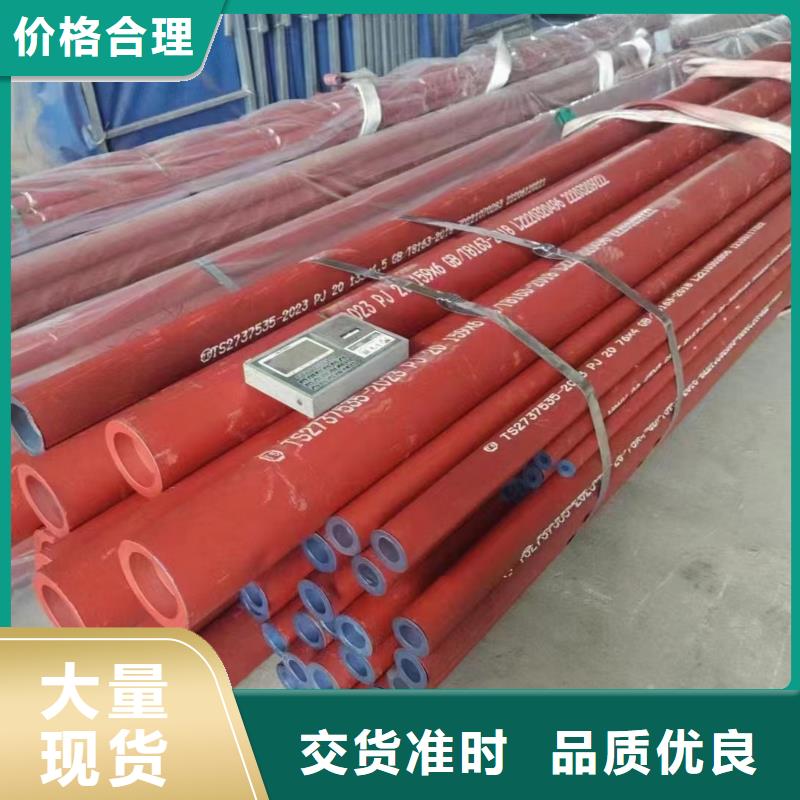
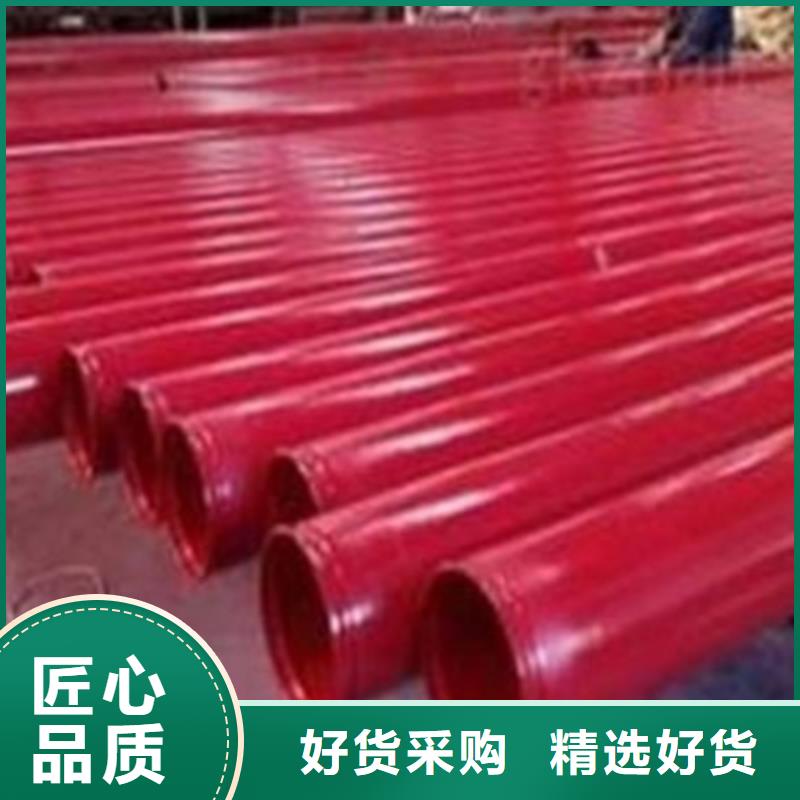
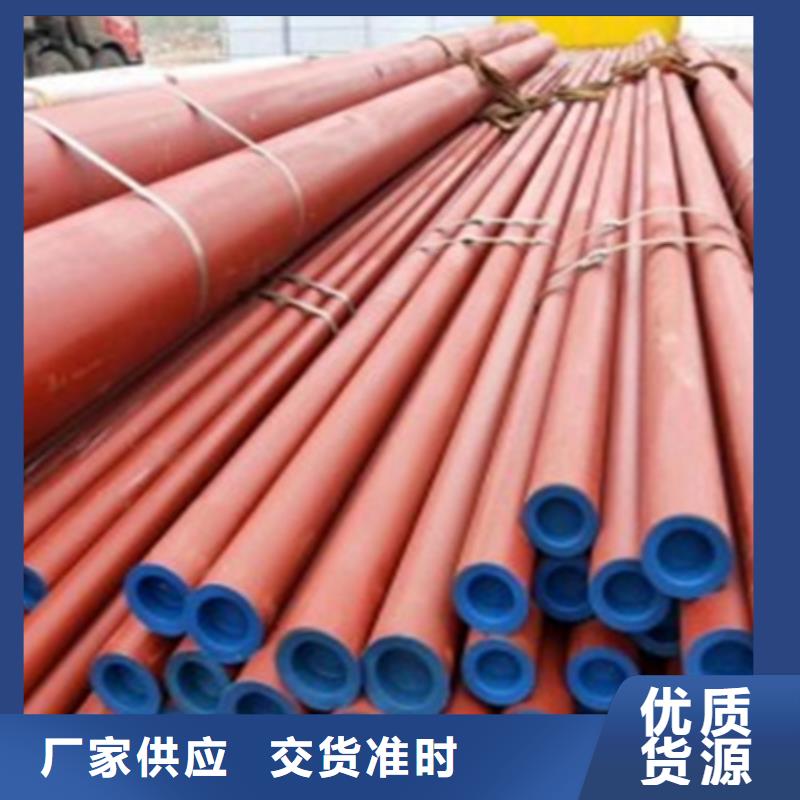
钢管喷漆加工
发布时间:2024-07-07 01:51:41 浏览次数:2 公司名称:[驻马店]宏钜天成钢管有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 3000/吨 |
| 发货期限 | 来图加工 |
| 供货总量 | 3000吨 |
| 运费说明 | 卖家负责 |


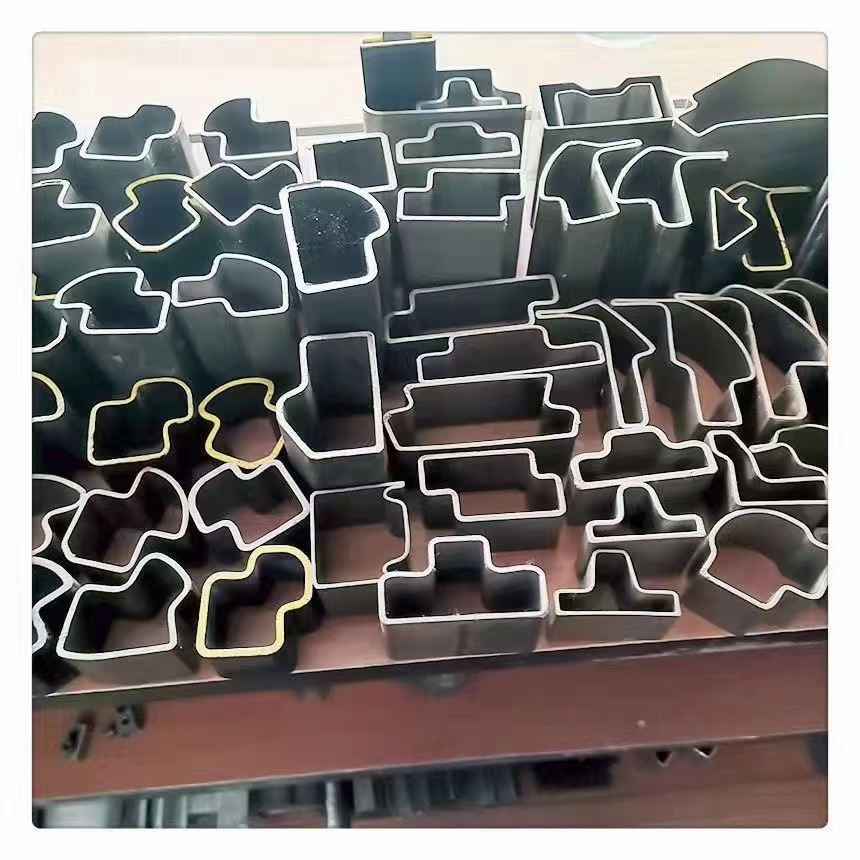
酸洗磷化无缝管 槽式酸洗工艺流程及配方
(1)脱脂。脱脂液配方为:(NaOH)=9%~10%;(Na3PO4)=3%;(NaHCO3)=1.3%;(Na2SO3 )=2%;其余为水。操作工艺要求为:液体温度70~80℃,浸泡4h。
(2)水冲。压力为0.8MPa的洁净水冲干净。
(3)酸洗。酸洗液配方为:HCl为13%~14%;缓蚀剂为1%;其余为水。操作工艺要求为:常温浸泡1.5~2h。
(4)水冲。用压力为0.8MPa的洁净水冲干净。
(5)二次酸洗。酸洗液配方同上。操作工艺要求为:常温浸泡5min。
(6)中和。中和液配方为:NH4OH稀释至pH值为10~11的溶液。操作工艺要求为:常温浸泡2min。
(7)钝化。钝化液配方为:钝化剂为8%~10%;NH4OH为2%;其余为水。操作工艺要求为:常温浸泡5min。
(8)水冲。用压力为0.8MPa的净化水冲净为止。
(9)快速干燥。用蒸汽、过热蒸汽或热风吹干
(10)封管口。用塑料管堵或多层塑料布捆扎牢固。
如按以上方法处理的管子,管内清洁、管壁光亮,可保持2个月左右不锈蚀;若保存好,还可以延长时间钢管喷漆

一般情况下,若其他条件相同,硬度值越高,耐磨性(或抗磨性)越好,如量具、刃具和磨球等就是如此。硬度高低可表现可削性的好坏。如许多材料(特别是钢铁材料),当其硬度值处于179~230HB范围时,其可切削性能佳,过高或过低都会使其可切削性变差。Q345b钢管等压力容器和压力容器构件的内部,常常存在着不易发现的缺陷,如焊缝中的未熔合、未焊透、夹渣、气孔、裂纹等。要想知道这些缺陷的位置、大小、性质,对每一台锅炉或压力容器进行破坏性检查是不可能的,为此要用无损探伤方法。即在不破坏结构物的前提下,利用物理方法检查、测量工件或结构物的物理量变化,以推断工件或结构物内部组织状况和缺陷情况。无损检测的目的是:改进制造工艺,保证产品质量。在产品制造过程中,可以提前发现缺陷,避免产品报废,从而节约工时和费用,降低产品制造的成本。提高产品的可靠性,保证产品的使用安全,避免事故的发生。把无损探伤运用到产品的设计、制造、安装、使用、维修各个环节中;通过一系列的检测,判定设计、原材料、制造工艺和运行的好坏,并找出可能引起破损的因素,随后加以改进,从而提高产品的可靠性。钢管喷漆
钢管喷漆喷淋层以上可采用2mm厚鳞片防腐,喷淋层及梁、浆液池等壁板采用4mm厚,其中浆池下部1-2m处需加玻璃钢加强,价格一般在170元每平米左右。充分抵挡高温及温度骤变,较低的磨耗性能,常温硬化,成型施工简单,修补容易。适用于石油贮槽、化学品油船、铁路桥梁等的表面涂覆,加之合理的价位,使得基鳞片得到了广泛的使用。基树脂和玻璃鳞片为主要原材料生产的基玻璃鳞片涂料,充分利用基树脂良好的防腐蚀性能和玻璃鳞片优越的抗老化性能、耐化学药品性能和粘合性,形成的保护层可以牢固在被保护基面表面,防止水蒸气、化学物质等微小物质与被保护基面接触,延长使用寿命,防腐蚀效果非常好。
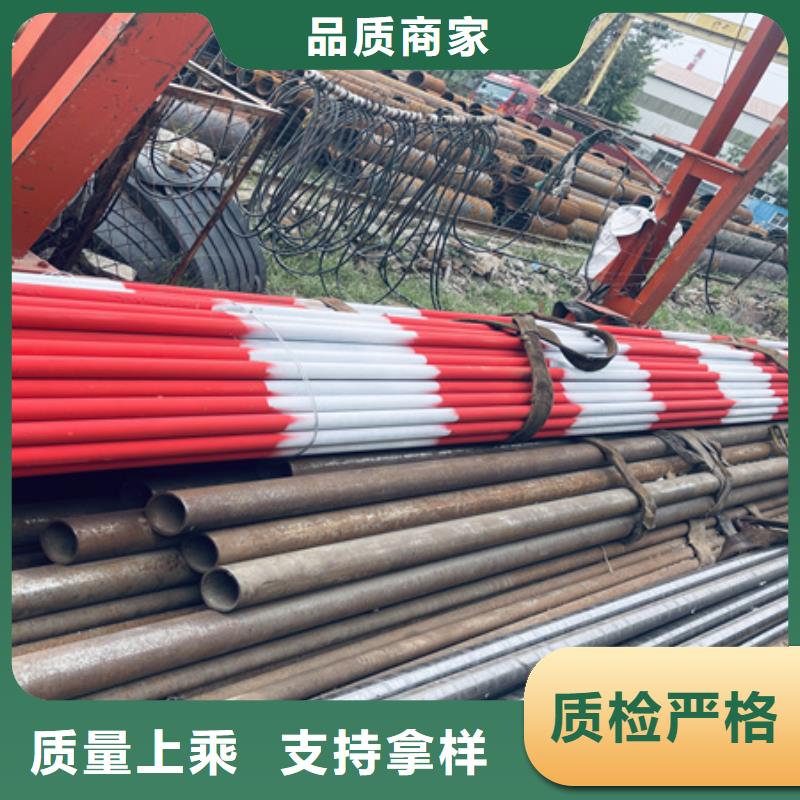
酸洗钢管货源充足 全国发货
酸洗钢管一般较常见的穿孔机是锥形辊穿孔机,这种穿孔机生产效率高,产品质量好,穿孔扩径量大,可穿多种钢种。穿孔后,圆管坯就先后被三辊斜轧、连轧或挤压。挤压后要脱管定径。定径机通过锥形钻头高速旋转入钢胚打孔,形成钢管。钢管内径由定径机钻头的外径长度来确定。
钢管经定径后,进入冷却塔中,通过喷水冷却,钢管经冷却后,就要被矫直。冷拔(轧)无缝钢管:圆管坯→加热→穿孔→打头→退火→酸洗→涂油(镀铜)→多道次冷拔(冷轧)→坯管→热处理→矫直→水压试验(探伤)→标记→入库。
酸洗钢管用途冷拔(轧)无缝钢管的轧制方法较热轧(挤压无缝钢管)复杂。它们的生产工艺流程前三步基本相同。不同之处从第四个步骤开始,圆管坯经打空后,要打头,退火。退火后要用专门的酸性液体进行酸洗。酸洗后,涂油。然后紧接着是经过多道次冷拔(冷轧)再坯管,专门的热处理。热处理后,就要被矫直。
钢管经矫直后由传送带送至金属探伤机(或水压实验)进行内部探伤。若钢管内部有裂纹,气泡等问题,将被探测出。钢管质检后还要通过严格的手工挑选。钢管质检后,用油漆喷上编号、规格、生产批号等。钢管喷漆