

贺州
止水铜片厚1.0mm
畅销全国
铜止水片焊接过程中焊嘴和焊条应做均匀协调的摆动,贺州止水铜片以控制熔池的热量适当、形状、大小始终保持一直。而在现场焊接作业过程中常常存在如下问题:焊嘴在沿焊缝纵向移动、横向摆动的同时,为做上下跳动,造成熔池温度过高;焊嘴的倾斜角度为按不同阶段进行适当调整;为按照所需火焰能率的变化改变焊条的位置和填入焊条的速度,造成熔池的形状和大小不一致。因此,焊接过程中焊嘴和焊条运动存在不协调情况,造成熔池热量、形状、大小控制不符合要求,从而影响了焊接质量。
细化焊嘴、焊条运动方向控制方案:焊嘴和焊条的运动包括三种动作:a,沿焊缝的纵向移动,不断地熔化工件和焊条,形成焊缝。B,焊嘴沿焊缝做横向摆动,充分加热焊件,使液体金属搅拌均匀,得到致密性好的焊缝。C,焊条在垂直焊缝的方向送进,并作上下移动,调节熔池的热量和焊条的填充量。在焊接时,焊嘴在沿焊缝纵向移动、横向摆动的同时,还要做上下跳动,以调节熔池的温度。
国标止水铜片,根据《水工建筑物止水材料相关规定》,其物理性能需满足抗拉强度205MPa及以上,延伸率在30%以上,铜含量超过99.9%才可称为国标止水铜片。
贺州生产的止水铜片,经质检部门检验合格,属国标产品。且我公司可免费提供质检报告以及质量保障书。同时由于我公司属加工销售一体企业,具有自己的加工生产以及研发团队,因此可批量生产止水铜片,可根据设计大样图免费成型。厂家直销,批量生产,价格优惠,欢迎来电咨询!
贺州
止水铜片厚1.0mm
畅销全国
发电站铜止水的用法多用于大坝内的防水止水,贺州止水铜片因此多浇筑于面板堆施工缝内。由于其作用主要是用于防止坝内蓄水对面板堆的影响,因此多用水平止水的形式,与面板堆坡度平行。所以,发电站铜止水的选择,宜采用水平止水铜片。又由于坝体下部承压较大,所以接近底部的止水铜片可选择厚度稍大的铜止水,同时为了便于固定以及防止绕渗,选择带立腿的止水铜片。
GBT 2059-2017铜及铜合金带材(以下称标准)对水利工程铜止水的厚度以及宽度要求进行了相应的调整。重庆融能公司主要生产软太铜产品,原标准称为M态铜止水,先更名为O6O软化退火态。新的标准规定,铜止水的厚度需大于0.15mm或小于0.5mm,其宽度需小于等于610mm。而硬态铜止水,主要生产1/4硬态(H01),其厚度在0.5mm~5mm之间,宽度规定小于等于1200。
贺州
止水铜片厚1.0mm
畅销全国
在铜片止水(其他金属止水材料,贺州止水铜片如钢板止水带、不锈钢止水带等)的加工成型过程中,加工硬化和加工残余应力是使铜片止水破坏的重要原因,特别是形状结构较复杂的部件,如铜止水接头的T型接头、十字型接头,更容易使铜片破坏。制定加工工艺时,可采取分级模压、加温的方法减小加工硬化和加工残余应力的影响, 必要时可退火消除残余应力。但接头连接的方法不推荐采用黏结剂接头,因为其黏结强度低,耐老化性能差,随时间容易变硬、变脆。采用硫化、焊接方法时,止水带的接头质量与硫化、焊接工具、模具、焊接工艺等因素有关。
目前工程中一般采用T2M态(软态)铜材轧制为铜止水片。与硬态铜相比,软态铜具有较大的延伸率,适应接缝变形能力好。同时,在长兴加工时不宜发生破坏。DL/T5115中曾规定铜片的伸长率不小于20%,而GB/T2059规定铜片的延伸率不小于30%。在实际的应用过程中,尽量使止水铜片的延伸率满足30%的要求。
在铜止水片上复合密封止水材料可以提高抗绕渗能力。根据实验结果,当无接缝位移时,在混凝土中埋入深度为20cm的止水铜片,在1.5MPa的水压力作用下将发生绕渗。在该铜片上复合宽度为10cm、厚度为3mm的GB塑性止水材料,当铜片止水与混凝土之间发生1.0cm的相对错动时,在2.5MPa在水压力作用下仍然没有发生绕渗。GB复合型止水铜带可以减少绕渗
贺州
止水铜片厚1.0mm
畅销全国
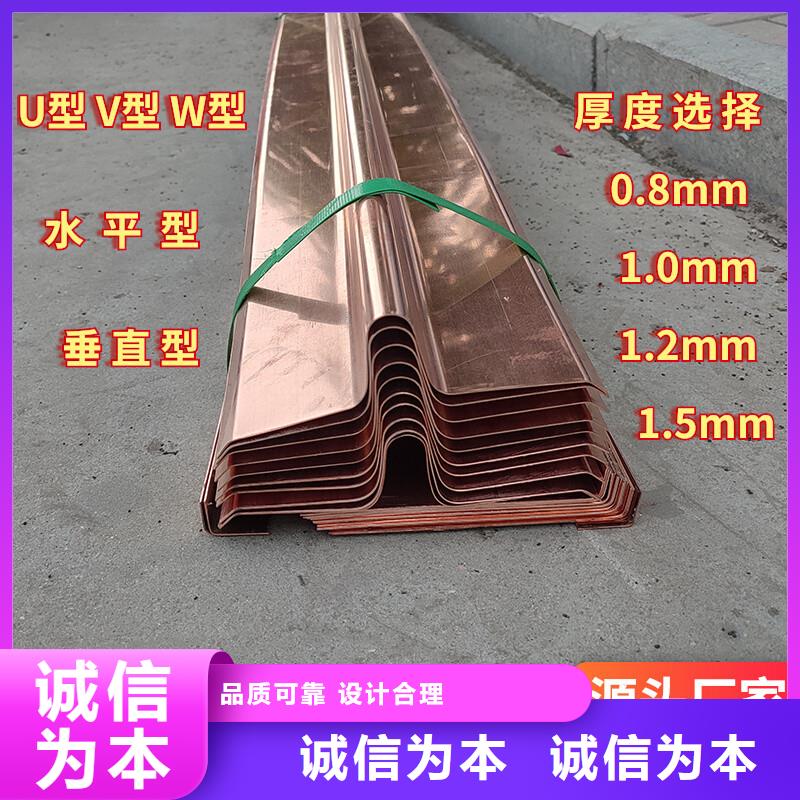
止水铜片的接头,可以根据施工的需要加工成不同的形状。贺州止水铜片总体来说,常用的形状有以下几种:T型、W型、V型、十字型、Y型、弧型、L型、H型、F型等异型。而铜止水接头的成型方法,目前也只有两种,焊接或者一次性冲压成型。
1、 焊接成型
先压制一定长度的定型止水,再根据异型接头形状进行裁割,拼接成所需要的异型接头形状,然后焊接成型。这种制作方法虽然能够达到设计要求,但制作工艺复杂,费时费料,外观质众差,在一定程度上,也会影响止水铜片的抗拉强度。
2、 一次性冲压成型
一次性冲压成型主要是采用冲压机冲压成型或千斤顶挤压成型。目前在施工中比较传统的铜止水成型多采用冲压机冲压成型。 止水铜片成型装置具有结构紧凑、安全可靠、生产效率高、产品质量好等优点。
因此,如果条件允许,一次性冲压成型的铜止水接头更能满足施工的要求。