
恩施Q235A方管和Q235B方管的区别:方管皆属于碳素钢。在 标准GB700―88中,对Q235A方管和Q235B方管的材质区分主要在钢材的含碳量方面,材质是Q235A方管的材质含碳量在0.14―0.22之间;Q235B方管的材质不做冲击实验,而是常做温冲击实验,V型缺口。相对来说,材质是Q235B方管的机械性能要远远优于材质是Q235A方管。一般情况下,钢厂在成品型材出厂之前都在标识牌上做了标识。用户可以在标识牌上判别其材质是Q235A,还是Q235B,或其他材质。计压力P≤1.6MPa;使用温度为0~350℃;钢板厚度≯20mm。
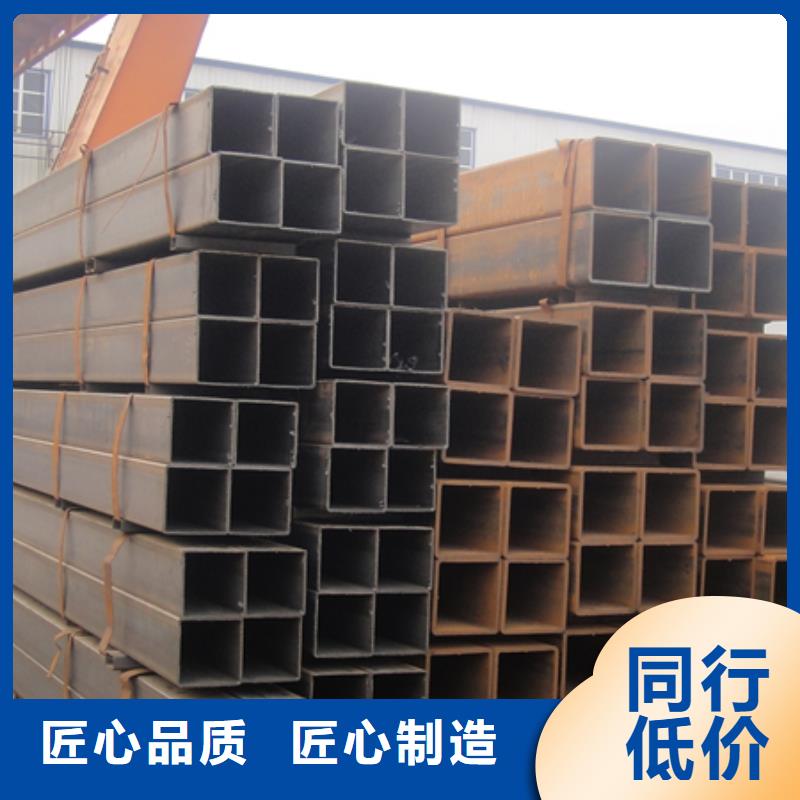
<恩施>杰达通钢管 恩施16mn厚壁方管使用环境和性能钢结构工程项目

恩施焊接方管层焊缝必须焊透,保证背面成形良好;焊接电流、电弧电压、送丝速度和焊接速度等可根据设备型号调节。焊接方管焊接顺序减少变形矩形,焊接顺序应该按照以下原则:先从焊接方管中间向两边对称分层分段焊接,这样有利于应力扩散和释放,避免了在焊接方管焊接生产复杂的应力,通过摆动焊接,焊接在开始形成的狭窄区内的塑性变形只发生一次,因为连续的摆动焊接和热量的输入,使焊接方管加热面积过大,压缩塑性变形引起的面积大,所以焊接的收缩变形较大,分层分段焊接的时候,因为每一节都是很小的,热量也很小,每一层又分为若干段,所以每一焊的跳焊,基本上都是在冷板温度场上重建的,每次在焊接方管狭窄的塑性变形去相应的分层直焊接纵向收缩率小,而不是通过连续时间的填充摆动使焊接变形小。



恩施焊接方管层焊缝必须焊透,保证背面成形良好;焊接电流、电弧电压、送丝速度和焊接速度等可根据设备型号调节。焊接方管焊接顺序减少变形矩形,焊接顺序应该按照以下原则:先从焊接方管中间向两边对称分层分段焊接,这样有利于应力扩散和释放,避免了在焊接方管焊接生产复杂的应力,通过摆动焊接,焊接在开始形成的狭窄区内的塑性变形只发生一次,因为连续的摆动焊接和热量的输入,使焊接方管加热面积过大,压缩塑性变形引起的面积大,所以焊接的收缩变形较大,分层分段焊接的时候,因为每一节都是很小的,热量也很小,每一层又分为若干段,所以每一焊的跳焊,基本上都是在冷板温度场上重建的,每次在焊接方管狭窄的塑性变形去相应的分层直焊接纵向收缩率小,而不是通过连续时间的填充摆动使焊接变形小。