





并且在各层套筒之间都带有一定的过盈量,以热装的方式装配而成。采用过盈配合的多层结构挤压筒,使每层套筒的结合面上都具有一定的预应力。由于有预应力的存在,使多层结构的挤压筒在承受挤压产生的热应力作用时,套筒之间的应力分布趋于均匀,从而使挤压筒套筒的材料得到充分的利用;并且还可以提高热挤压时挤压筒承受的单位压力,怒江球墨铸铁管在挤压筒内衬前端的套筒壁上引起强烈的热摩擦,使其产生磨损或裂纹,导致内衬损坏早期的挤压筒采用的都是整体结构,现在这种结构的挤压筒甚至在小吨位的挤压机上都已被淘汰。目前,现代化的大型挤压机上所采用的挤压筒一套筒系统都是由2个、3个或更多的套筒组成的多层结构挤压筒,从而提高挤压筒套筒的使用寿命。
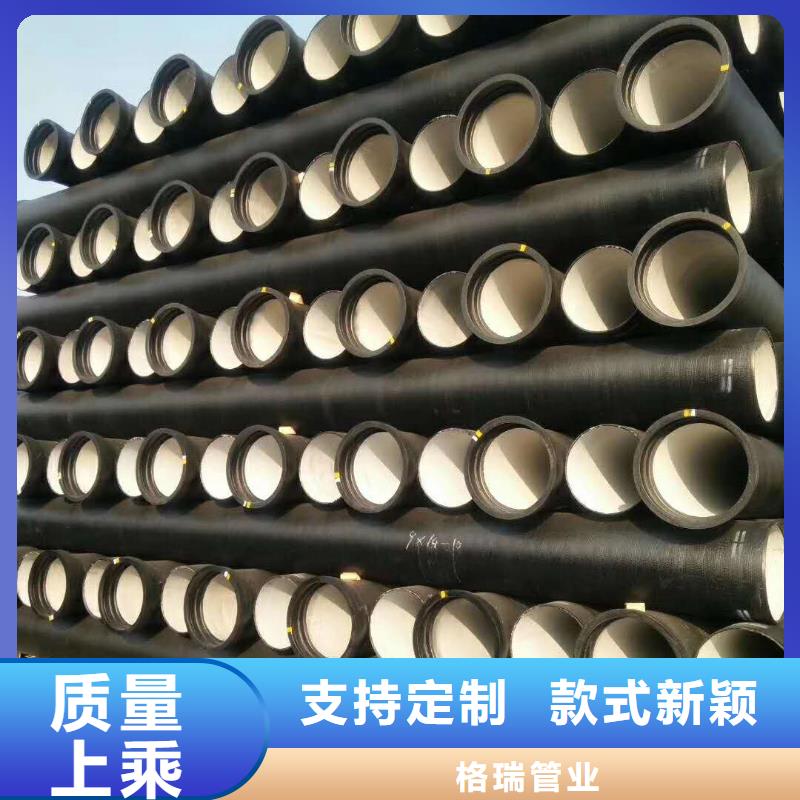
机械下管采用软绳索绑扎管,绑扎点距管端约四分之一处,注意轻吊轻放,严格执行吊车安全规程。人工下管时在管沟边用两木板作为下滑支架(防止管沟塌方),木板上垫橡胶,用两软绳固定在两支点上,人工控制另二支点缓慢放绳。怒江球墨铸铁管和怒江球墨铸铁管件是采用冲天炉炼铁,经过电炉调质球化处理??离心浇铸制芯稳重退火喷锌整圆与打磨水压试验水泥内涂养生外涂沥青等工序严格按照标准GB/T13295-2013和ISO253-98E来生产。我公司生产实力雄厚,技术设备,中频电炉、光谱分析仪等 关键设备为国外进口,离心成型、退火、喷锌、精整、包装等整条生产线居国际水平。管道吊装下沟:利用吊车吊管下沟,在吊车无法进入点采用人工下管法下管。
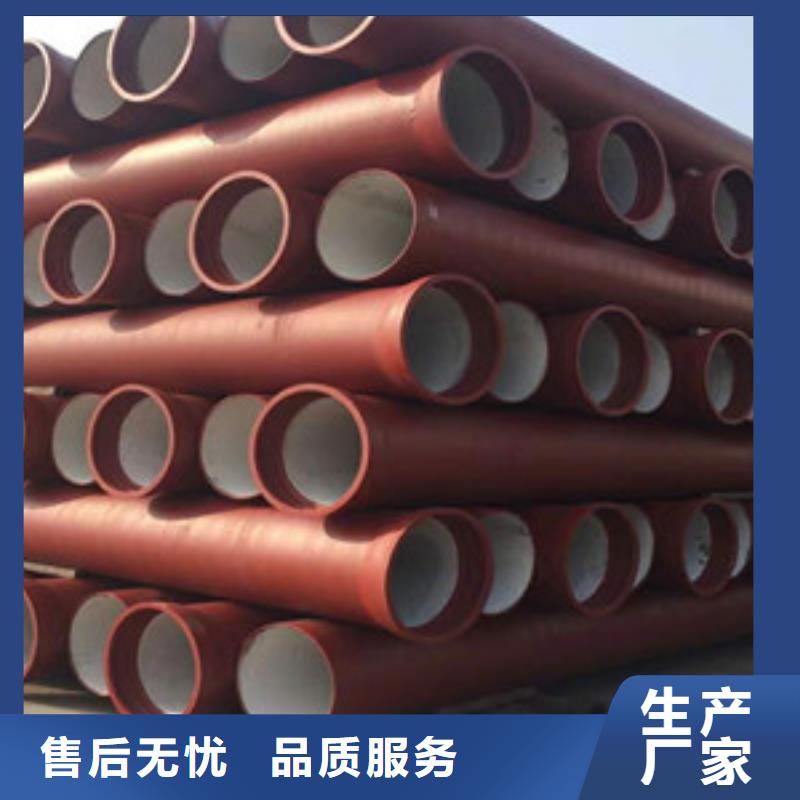
怒江球墨铸铁管的生产工艺中会出现一些铸造缺陷,如气孔、重皮、颈缩,甚至一些影响到管道正常使用寿命的缺陷,如,深裂纹,渗漏,等等。国内的很多厂家由于生产技术不足,造成管道废品率较高,所以经常采用焊补和胶补的方法来修复管道。产品标准中并没有限定管材不允许焊补和胶补,而修补过的管道经过锌层和沥青漆涂敷,从外表面上看是无法知晓的,所以这种方法很是被多数厂家赏识,即可以用来提高管道的表面质量,又可以提高管道的成品率。事实上,这种行为是不可取的。 颗粒物:焦炉烟气一般采用湿法脱硫+湿式电除尘或干法/半干法脱硫+布袋除尘,颗粒物排放浓度控制在20mg/ m³以下。通过更换布袋和滤料,加强管理,可将颗粒物排放浓度控制在10mg/ m³以下。二氧化硫:焦炉烟气二氧化硫初始浓度较低,一般为50-300mg/m³,采用湿法或半干法脱硫,特别是湿法脱硫效率较高,去除效率可达95%,二氧化硫排放浓度可控制在30mg/m³以下。 
怒江球墨铸铁管采用推入式胶圈柔性接口,也可用法兰接口,施工安装方便,接口的水密性好,适应地基变形的能力及抗震效果都较好。小于DN1000的怒江球墨铸铁管,设计和施工都有成熟的经验。作一般用途和饮用水输送的硬聚氯乙烯管的优点是,可采用橡胶圈柔性承插接口,其抗震及水密性较好、不易漏水,既提高了施工效率,又可降低施工费用。但性脆,相对机械强度较低,不抗撞击,易老化,耐久性差,耐热性差,使用温度较低, 不超过60℃。管材的膨胀系数较大,用作长距离管道时,需考虑温度补偿措施,如伸缩节和活络接口。具有优良的化学稳定性,重量轻,耐腐蚀不生锈,内表面光滑,对流体的阻力小,水力条件好,不易积垢堵塞,加工安装方便。