


<鄂尔多斯>神悦钢材有限公司
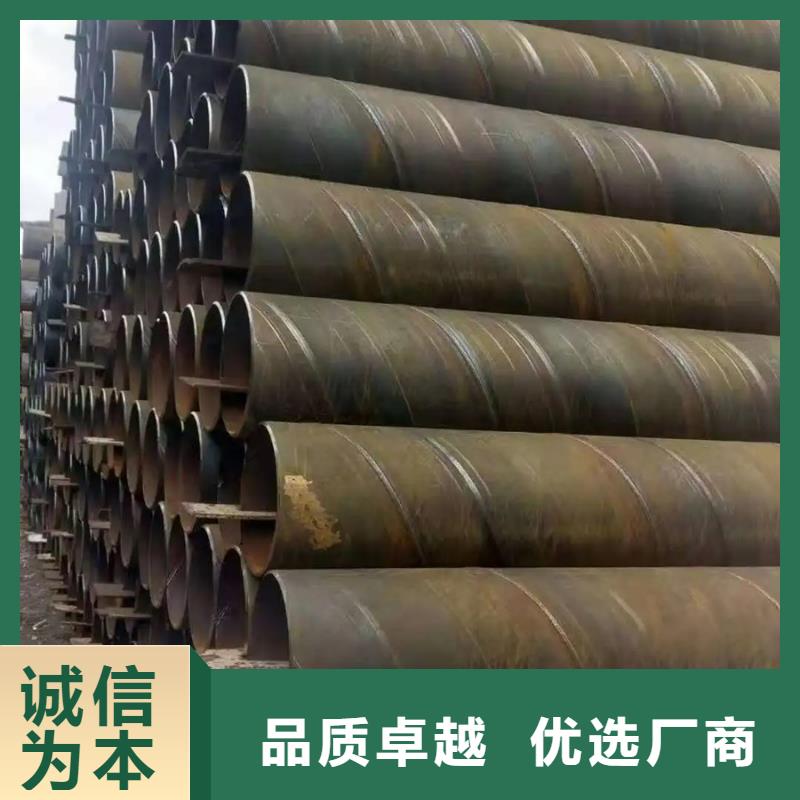
2.鄂尔多斯防腐螺旋管焊接 表面焊接采用电弧焊,一次下基,两次生存,每道焊缝均焊接一次,每层引弧引出的焊缝要错开。 A.鄂尔多斯防腐螺旋管管接头应先于口,炉渣,管端的坡口角,钝口,间隙,应符合规格;间隙之间不能采用间隙焊接或采用间隙焊接的方法来缩小间隙焊接。 B.鄂尔多斯防腐螺旋管口应与壁齐平,长300mm长的直尺按内壁的顺序排列,以关闭错误的端口以允许局部检查,应为壁厚的0.2倍,且不大于2毫米 C.鄂尔多斯防腐螺旋管纵向焊缝和圆周焊缝的位置应满足以下要求:纵向焊缝应与管道垂直线的半圆成约45°;增强螺旋钢管与增强环的焊缝应在纵向方向上错开焊缝,间距不应小于100mm;加强环管的圆周焊缝截面不应小于50mm;管道的任何位置均不得有十字形焊缝。 D.鄂尔多斯镀锌螺旋管定位焊接时,所有焊垫(或等级)的定位应与正式焊接相同,但焊条直径可选精细。定位焊缝的焊接电流应选择大于正式焊接的电流,通常为10%-15%,以确保熔深。
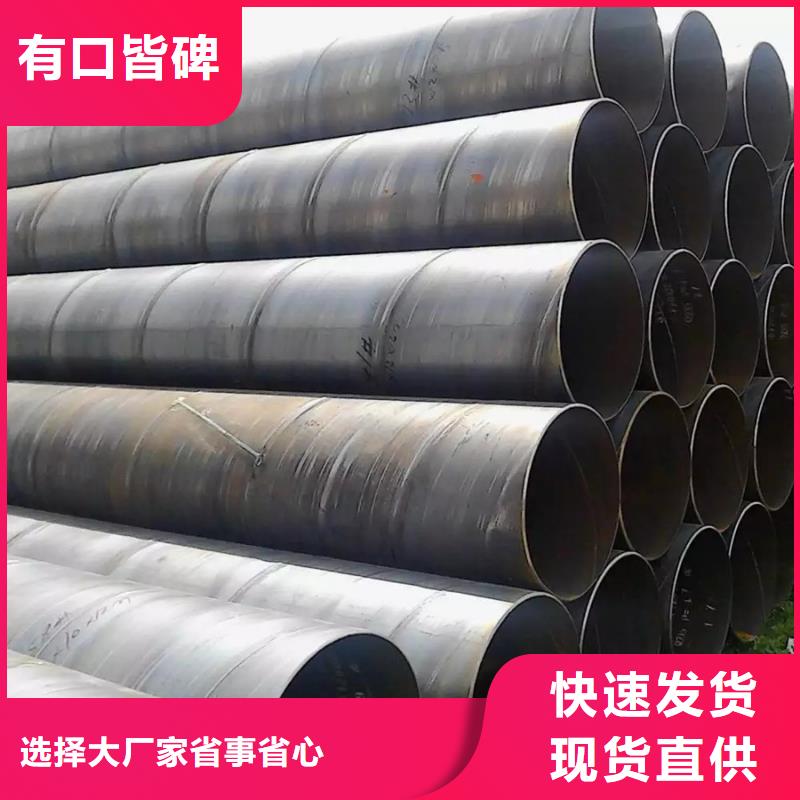
Q235系列的钢管或者钢板,按顺序材料性能依次递增,其实简单地说Q235-B的材料在杂质的控制,P、S含量的控制要比Q235-A好,当然,这个系列是Q235-D。Q235螺旋钢管是现在市场上较多的一种材质,而且螺旋钢管都是Q235B的,Q235螺旋钢管中的Q235代表的是一种材质,这种材质是说的屈服度是235兆帕左右,并且会随着壁厚的变化而改变屈服度,也就是说壁厚越厚屈服度越小,由于鄂尔多斯Q235螺旋管焊接方便,价格便宜,被市场广泛采用。 带颈法兰在压力容器行业应用较多,而且有一系列标准、行业标准等,因此带颈法兰设计计算方法研究以及节点试验等相关研究参考了国内压力容器标准中的带颈法兰形式,采用了国内杆塔技术规定中的柔性法兰设计理念,即法兰板存在轻微变形并产生顶力。


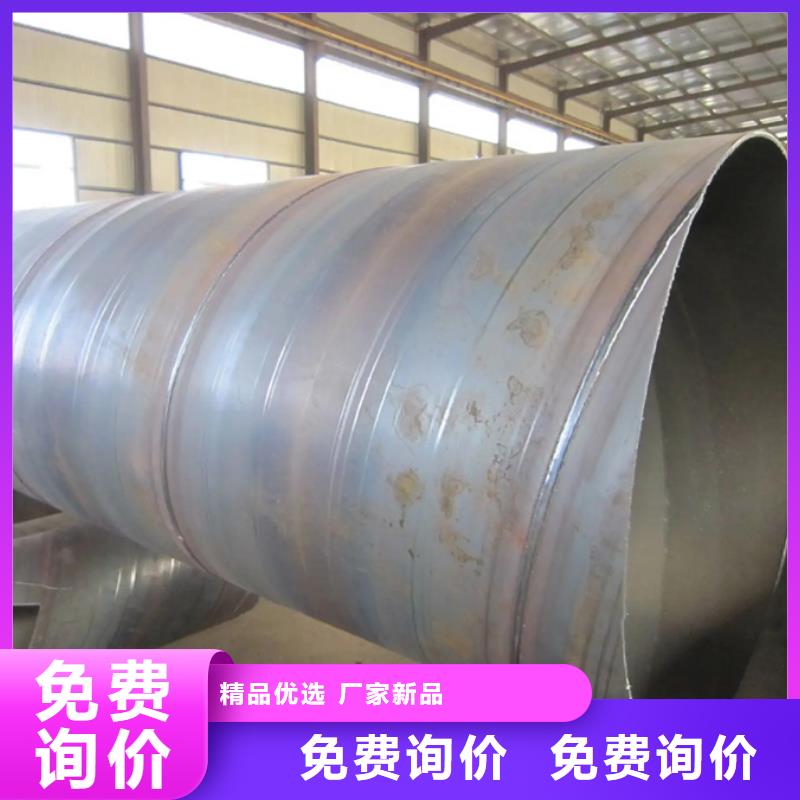
鄂尔多斯Q345B螺旋管是人们在建筑或施工行业当中的专用术语;螺旋管可以在建筑工地和施工现场等起到不同的作用;为了更方便装修和施工较高楼层而无法直接施工的地方;架子管也可以为施工人员和路边行人等提供安全的保障和外围安全网维护及高空安装施工等。 在架子管上的作业人员不得随意拆动架子管的一切拉接点和架子管,以及扣件绑扎扣等一切架子部件。当因作业的需求有必要撤除某些杆件时或连墙件时,应取得施工主管和技术人员的赞同,并采纳牢靠的弥补加固办法。 鄂尔多斯Q345B螺旋管工程外架子管使用时间会比较长,因此在使用过程中也需求进行检查,发现基础下沉,杆件变形严重,防护不全,拉接松动等问题要及时处理。
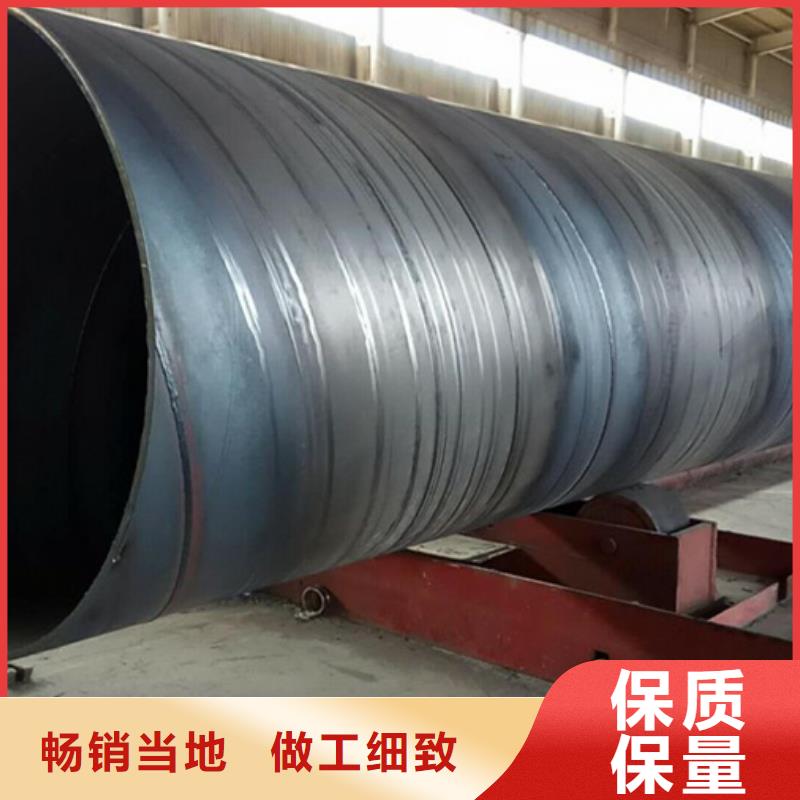
采用内外模冷挤压工艺制造的弯头外形美观、壁厚均匀、尺寸偏差小,故对于不锈钢弯头特别是薄壁的不锈钢弯头成形多采用这一工艺制造。这种工艺所使用的内外模精度要求高;对管坯的壁厚偏差要求也比较苛刻。 三. 其它的成形方法 除上述三种常用的成形工艺以外,无缝弯头成形还有采用将管坯挤压到外模后,再通过管坯内通球整形的成形工艺。但这种工艺相对复杂、操作麻烦,且成形质量不如前述工艺,故较少采用。 鄂尔多斯防腐螺旋管弯头只能做小口径的,如果管子规格太大,很难买到成品冲压弯头,只能使用焊接弯头。由于焊接弯头焊缝更多,所有使用性能不如冲压弯头,容易被腐蚀漏。且由于冲压弯头是成批生产,所以价格上较焊接弯头便宜。现在有精铸弯头,可以做316L的,抗腐蚀性能更好。
