



株洲企业旺旺珩磨管绗磨管油缸管有一种过程控制方法能缩短珩磨时间,珩磨管易于让在整个齿面上保持理论上的线接触。因此减少了磨具与工件的点接触。尽管这可能有悖于产生较大残余压应力的要求,但应力依然会使之保持理论线接触。连续改变接触条件会产生良好的动态特性,不会因摆动角度使机床部件产生严重颤振。珩磨过程中,单面线接触珩磨时这类动态特性会对机床产生严重影响。为减小这种影响,要尽可能地采用双面线接触。系列化生产中,数控珩磨机由此而引发的对珩磨过程中利用机床运动链实施齿面修形过程的限制,可予忽略。但在工装中要建立轮廓修形。关于单面或双面接触,所涉及的或是磨具齿面,或是工件齿面。在加工过程中有一个以上的齿在保持接触。这就表示珩齿过程是一种连续接触的转动过程。这是使齿轮低噪声运行的一项很重要的决定性因素。
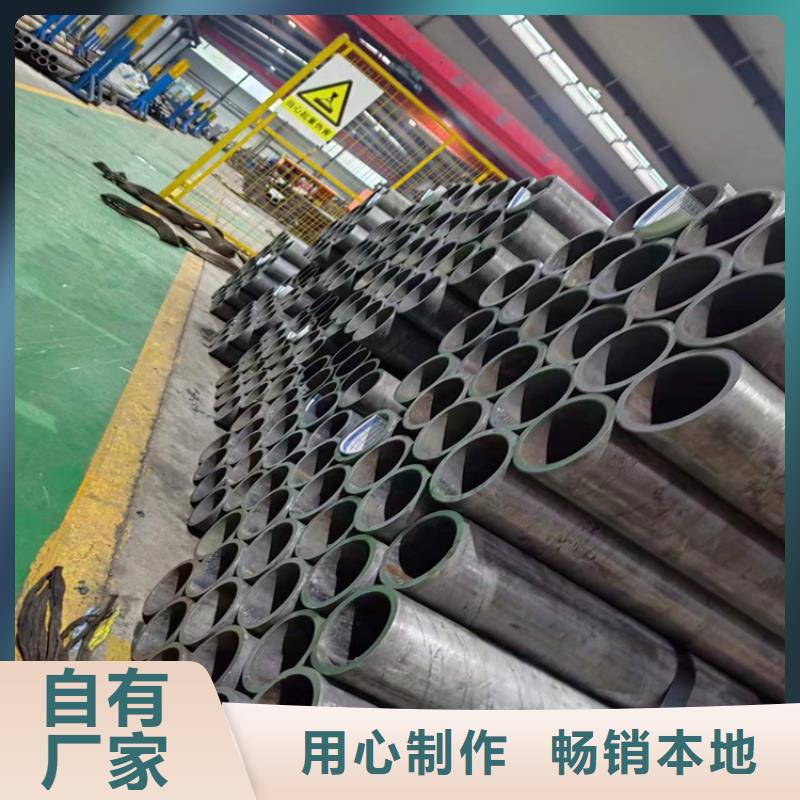
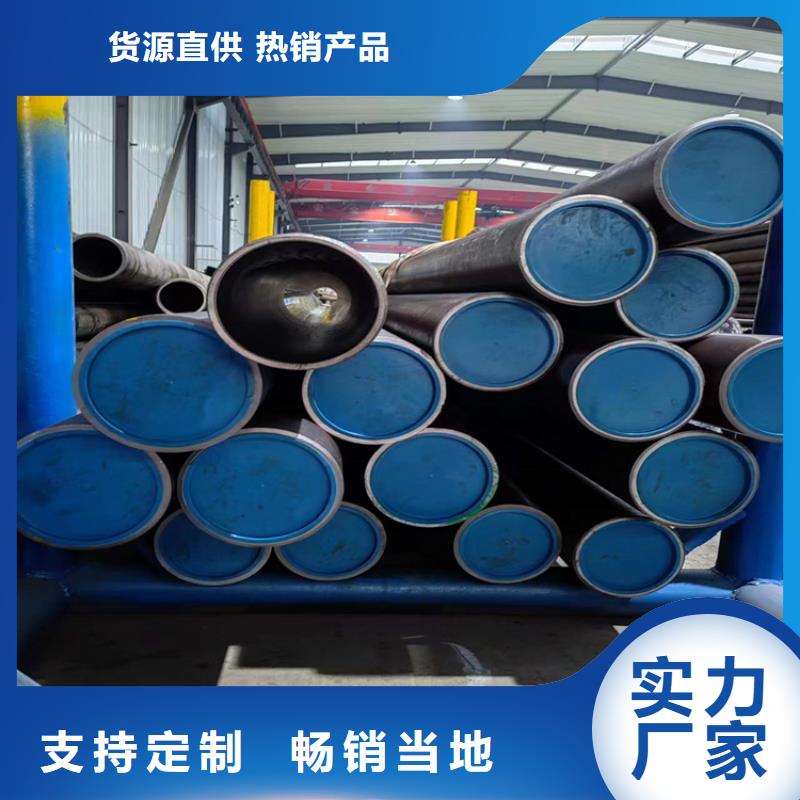
株洲企业旺旺珩磨管绗磨管油缸管轧硬卷重一般在6~13.5吨,钢卷内径为610mm。一般冷连轧板、卷均应经过连续退火(CAPL机组)或罩式炉退火消除冷作硬化及轧制应力,达到相应标准规定的力学性能指标。冷轧钢板的表面质量、外观、尺寸精度均优于热轧板,且其产品厚度右轧薄至0.18mm左右,因此深受广大用户青睐。以冷轧钢卷为基板进行产品的深加工,成为高附加值产品。如电镀锌、热镀锌、耐指纹电镀锌、彩涂钢板卷及减振复合钢板、PVC 复膜钢板等,使这些产品具有美观、高抗腐蚀等优良品质,得到了广泛应用。冷轧钢卷经退火后必须进行精整,包括切头、尾、切边、矫平、平整、重卷、或纵剪切板等。冷轧产品广泛应用于汽车制造、家电 产品、仪表开关、建筑、办公家具等行业。钢板捆包后的每包重量为3~5吨。平整分卷重一般为3~10吨/卷。钢卷内径610mm。珩磨管与抛光管的区别珩磨管主要应用于工程、冶金、塑料、矿山、筑路、纺织等行业。珩磨管的加工形式主要有冷轧、冷拔和珩磨通常有三种类型。今天小编主要给大家来介绍一下珩磨管与抛光管的区别。珩磨管是由一种精度高的磨削加工而成,不但用于圆孔,而且用于淬硬齿面,这也是一种抛光方法。它可以作为一个组合的磨削工具,可以安装在浮动夹具,使其可以自我调节。因此,可以减少孔的形状误差,但不能减少孔的几何误差。抛光管是使用软质的抛光轮或者是圆盘型的抛光盘,加上抛光膏,使工件经过精加工获得很高表面光洁度。然而,由于在加工过程中没有刚性基准,所以不能减少几何误差。然而,相对珩磨管而言,它可以抛光不规则表面。
株洲珩磨管油缸管绗磨管另外,珩磨管在工作时,会有一部分机械能转化为热能,因而需要使用者适时检查油温的改变情况。因为珩磨管的活塞初始运动较为困难,所以在运作机械时,应先让珩磨管的活塞无负荷自由运转一小部分时间。珩磨管中的主要运作介质是液油,因此要求要让液油保持干净。
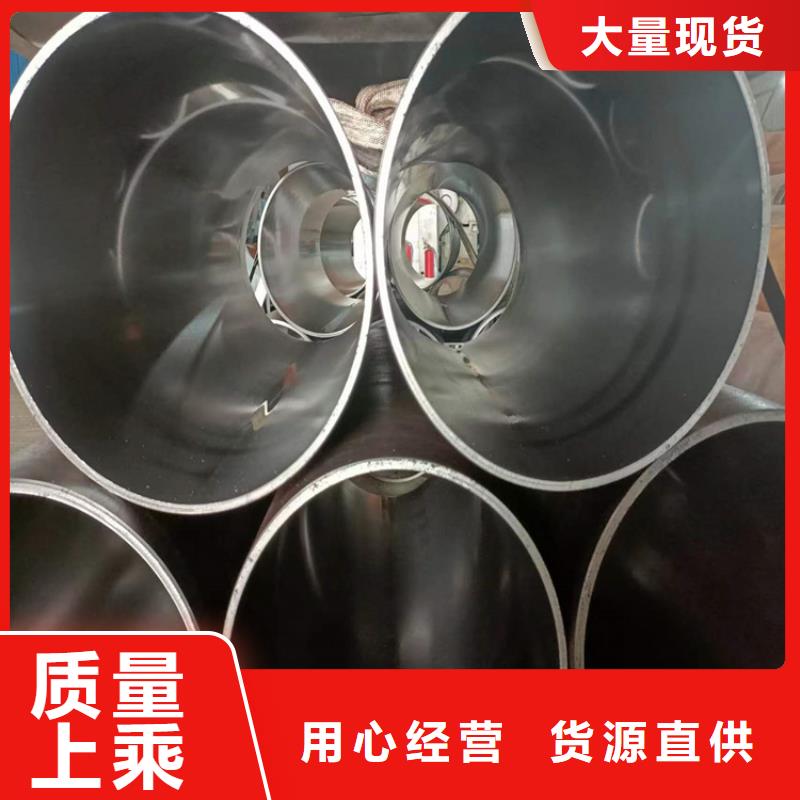
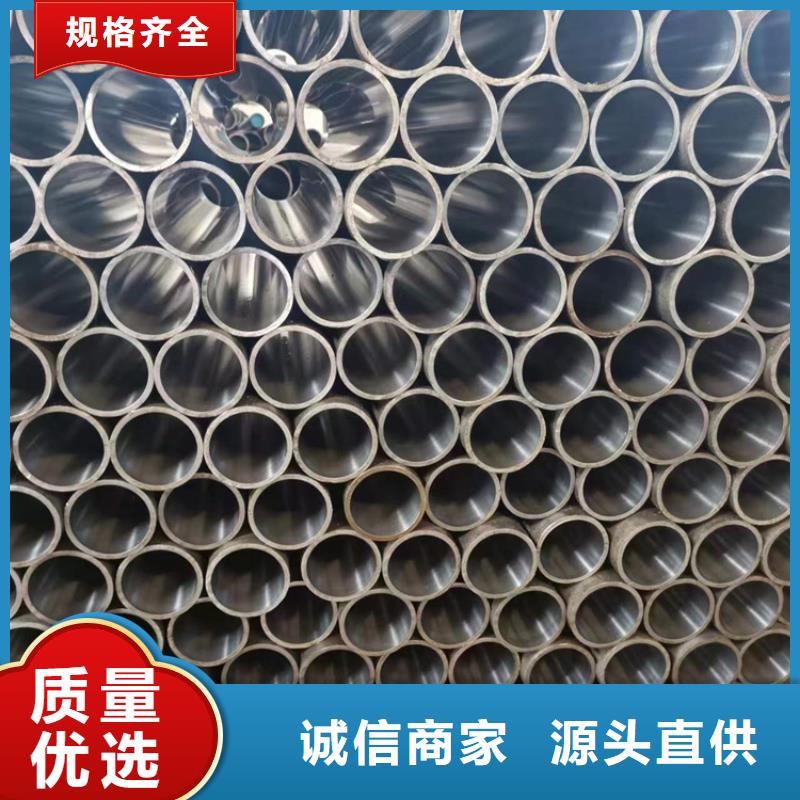
珩磨管的正常工作需要人为的正常保养,在使用时,应先仔细阅读说明书,对其了解后方能使用。如何提高珩磨管的光洁度一般采用珩磨工艺获得的一种钢管称之为珩磨管。在珩磨管的珩磨加工中,使用珩磨工具是比较普遍的,其中比较常用的一种就是珩磨齿轮。

株洲珩磨管油缸管绗磨管造成油缸管开裂的主要因素造成油缸管开裂的主要因素是什么?有以下几点:1、原材料选择:为了节约成本,一些油缸管制造商会选择小钢厂生产的圆钢进行加工,但这些小钢厂生产的圆钢会有大量的气泡和气体孔洞等后处理后,容易引起开裂。厂家采购,货源可靠证明书。2、热处理温度控制不到位:小型制造商没有专业的生产经验和技术。车间工人仅凭加热温度和持续时间无法保证钢管的热处理是否到位,热处理会影响钢管的力学性能改变但一般厂家对不同的钢种、厚度和机械性能有明确的指标,没有检测设备来判断管道是否满足客户的要求绩效指标珩磨管磨管
