
想要更直观地感受304亮面不锈钢管发货及时-产品的魅力吗?那就赶紧点击视频,开启你的采购之旅吧!
以下是:304亮面不锈钢管发货及时-的图文介绍


不锈钢焊管的质检方式 当我们在选购不锈钢焊管时,更关心它的质量。一般的方法是估计和观察,但是这种方法对于选购少数的客户是可行的,但是对于选购的大量客户是费时费力的,质量也很有可能无法准确区分。针对这种问题,建议先对选购一小部分地区进行大批量检测,然后下面是技术类专业如何做质检。 1.不锈钢管粗胚表面产品质量检验估计在集成自然光源下,估计距离为45土5厘米。 2.焊管打磨抛光后的表面产品质量检验应按照不锈钢焊管打磨抛光表面质量检验标准进行。 3.焊管有机化学成分检测授权委托外部检测进行检测。 4.根据质量检验要求,在不锈钢焊管进行表面质量的简单随机抽样检验。 5.焊管利用不同的测微计对称性准确测量了三个焊管直径,用高值和小值之差来表示。 6.直径规格、内径规格和尺寸应使用千分尺准确测量;用r规准确测量电弧位置;长度规格用米尺准确测量。不锈钢焊管的厚度是用特制的游标卡尺准确测量的。



热轧不锈钢管一般在自动轧管机组上生产。实心管坯经检查并清除表面缺陷,截成所需长度,在管坯穿孔端端面上定心,然后送往加热炉加热,在穿孔机上穿孔。在穿孔同时不断旋转和前进,在轧辊和顶头的作用下,管坯内部逐渐形成空腔,称毛管。再送至自动轧管机上继续轧制。经均整机均整壁厚,经定径机定径,达到规格要求。利用连续式轧管机组生产热轧无缝钢管是较先进的方法,但是对于我这边来说,生产不锈钢无缝管的工艺大多数是:冷拉(冷拔)和冷轧。 若欲获得尺寸更小和质量更好的不锈钢无缝管,必须采用冷轧、冷拔或者两者联合的方法。冷轧通常在三辊式轧机上进行,钢管在变断面圆孔槽和不动的锥形顶头所组成的环形孔型中轧制。冷拔通常在0.5~100T的单链式或双链式冷拔机上进行;就常用的冷拉(冷拔)和冷轧,谁是更好的选择了?不锈钢无缝管拉管:我加工的工序多,缺陷要少;不锈钢无缝管扎管:我价格便宜;不锈钢无缝管拉管:我精度高,晶粒度均匀;不锈钢无缝管扎管:我价格便宜;不锈钢无缝管拉管:我抗拉抗挤压,工艺性能好,力学性能好;不锈钢无缝管扎管:我价格便宜;不锈钢无缝管拉管:我…..拉管与轧管是生产不锈钢无缝管材的两种不同方法,不锈钢拉管和轧管的区别是什么呢?估计很多朋友都希望了解,现在我们一起来分析一下:拉管是在管坯退火后,拉床一道道扩孔后减壁生产的不锈钢无缝管,抗压能力,柔韧好,工艺性能等都要优于普通的扎管。

304不锈钢管光亮退火的条件:1、炉膛密封性光亮退火炉阀门关闭并与外界空气隔绝;如果使用氢气作为维护气体,则只需要一个排气口。2、炉内的水蒸气一方面,检查炉料是否干燥,其次,进入炉内的不锈钢管是否过度含水。3、保持气压为避免微渗漏的出现,炉内的维护气体应坚持一定的正压。如果是氢气维持气体,通常需要超过20kBar。4、退火温度是否达到常温?不锈钢热处理通常采用固溶热处理,即通常所说的退火,温标为1040~1120℃。您还可以通过退火炉研究孔。退火区的不锈钢管应处于白炽状态,但不会出现软化和下垂。5、退火气氛不锈钢管的退火气氛主要选自纯氢。因此,大气的纯度无限接近100.它不能富含过量的氧气和水蒸气,因为大气是不锈钢管质量的主要原因。


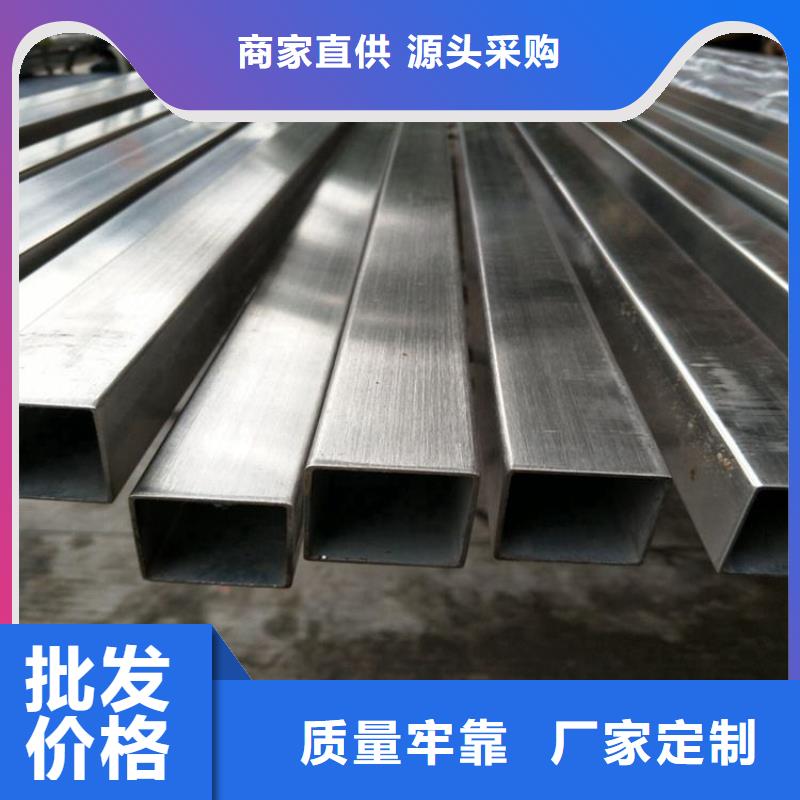
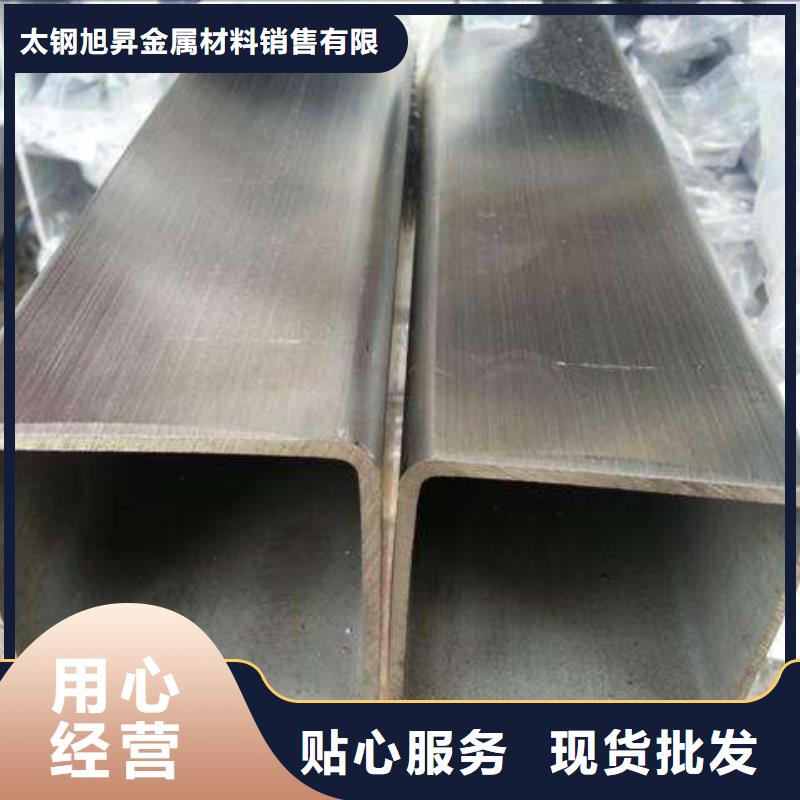
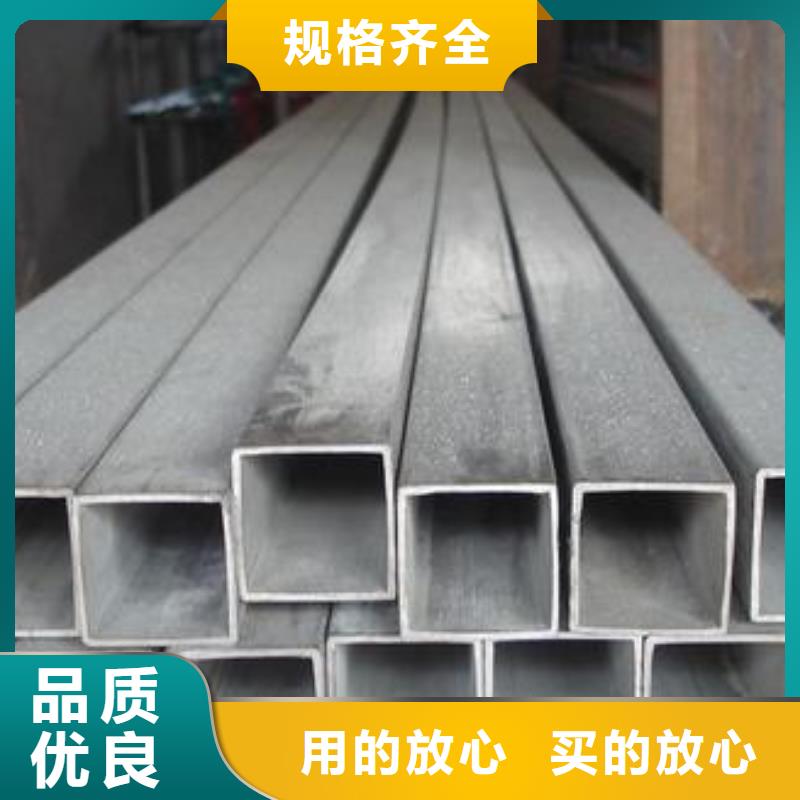
我公司,是一家专业生产不锈钢管、特殊钢,方钢、异型管现代化企业。技术力量雄厚、生产设备先进、检测手段齐备,现有员工218名,拥有钢管生产、检验、冶炼及管理的高中级人才达38名。前公司始建于1994年,二十三年的持续发展,形成了完整的无缝钢管配套生产线:LB-65t冷拔管机、LB-320t冷拔管机各4台,LB-500t冷拔管机2台,60冷轧机3台,120冷轧机2台,不锈钢焊接管生产线一套。拥有CUT-2009型水浸式超波探伤仪、理化室、液压 材料实验机和工艺性能试验等检测设备。 产品品种有:304、304L、304H、321、321H、316、316L、317L、310S、347H不锈钢无缝管,规格有(6mm-580mm)OD×(2.00MM-40.00MM)WT×(4000-15000MM)LONG;特殊材质和规格经供需双方协商也可生产供应。



常德太钢旭昇金属材料销售有限公司是一家专业致力于 不锈钢带生产销售的大型企业。公司有大量 不锈钢带现货,将以优惠的价格,批零兼营的方式,为您提供快捷优质的服务,欢迎新老客户前来洽谈、电议。 公司自创办以来,靠诚信打造品牌,严格企业管理,强化产品质量,的设备为客户生产的产品,一的独特优势。为更好的服务客户扩大经营范围,我公司特开办了上门送货服务,并有专车专人接送洽谈人员前来订购业务。


精密不锈钢管挤压的主要目标是可靠地生产尺寸变化小的高精度产品。出现的主要尺寸精度问题之一是偏心率。精密不锈钢管制造过程中总会存在一定程度的偏心,在挤压过程中,通过严格控制工艺参数和物料流动,可以将挤压管的尺寸减小到小。不锈钢管偏心主要是由不良材料的温度梯度、毛坯准备、定心设备的精度和润滑不足造成的。偏心可能是由特定原因引起的,也可能是上述原因组合的结果。浙江鑫达不锈钢制造有限公司的设计目的是尽可能减少这些影响或补偿挤压过程中的不利影响。在编织之前。坯料上料设备必须使用感温装置来检测坯料温度分布,操作屏上始终显示料温变化趋势。计算毛坯温度变化趋势并显示在屏幕上的目的是为了操作者可以相应地修改感应炉顶部的设定值。在挤出开始之前小化或补偿任何检测到的空白温度梯度。公司采用紧凑的结构和内部穿孔设计,使挤出机在压力条件下仍保持良好的结构刚度,可有效防止挤出过程中芯棒偏转。在每个挤压过程中,必须采用控制系统实时保证挤压模组件、挤压杆和挤压杆对齐,并在屏幕上显示轴组件的位置,以指示机械设备。良好的工作条件。通过选择合适的材料和使用预应力技术,也可以限度地减少挤出机张力柱的伸长率。在这两种情况下,由于挤压力引起的伸长率始终可以保持在限度,并且可以通过控制系统精确调整铁挤压杆的位置,以补偿这种伸长率的不利影响。



