
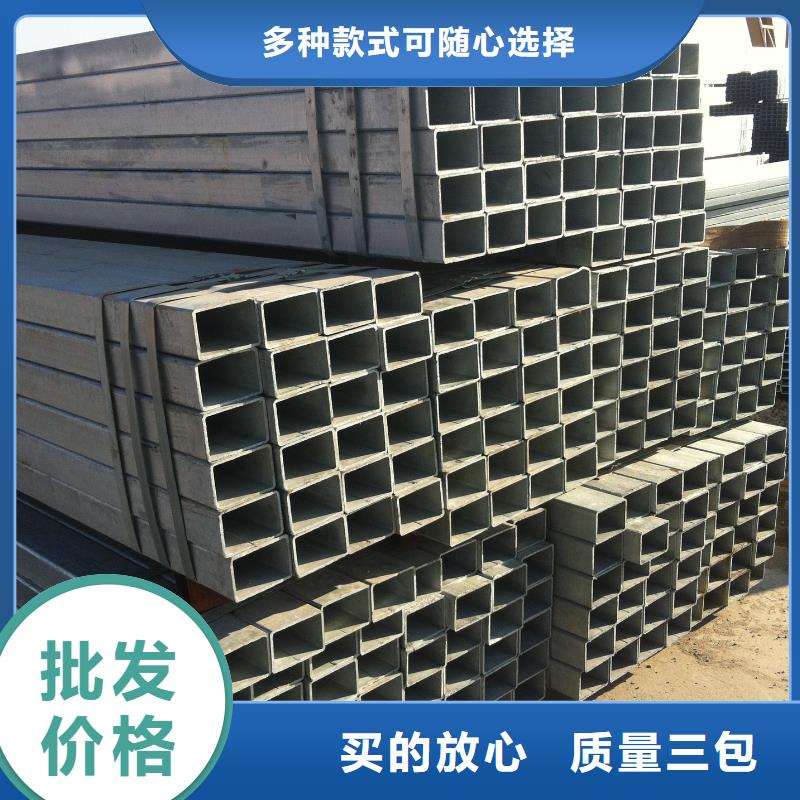



包头镀锌管加工时当钢带的头尾对接焊缝较大时,如果在过成形时处理不当,很容易造成较大的错位。由于未切割钢带的头部和尾部的形状和尺寸精度较差。 螺旋钢管是以带钢卷材为原料制成的。 它是采用自动双丝双面埋弧焊工艺焊接而成的螺旋缝钢管,常采用温挤压成型。 原材料为带卷、焊丝、焊剂。 投入使用前必须经过严格的理化检验。 带钢头尾采用单丝或双丝埋弧焊对接,卷成钢管后采用自动埋弧焊补焊。 成型前对带钢进行校平、修整、刨平、表面清理、输送和预弯。
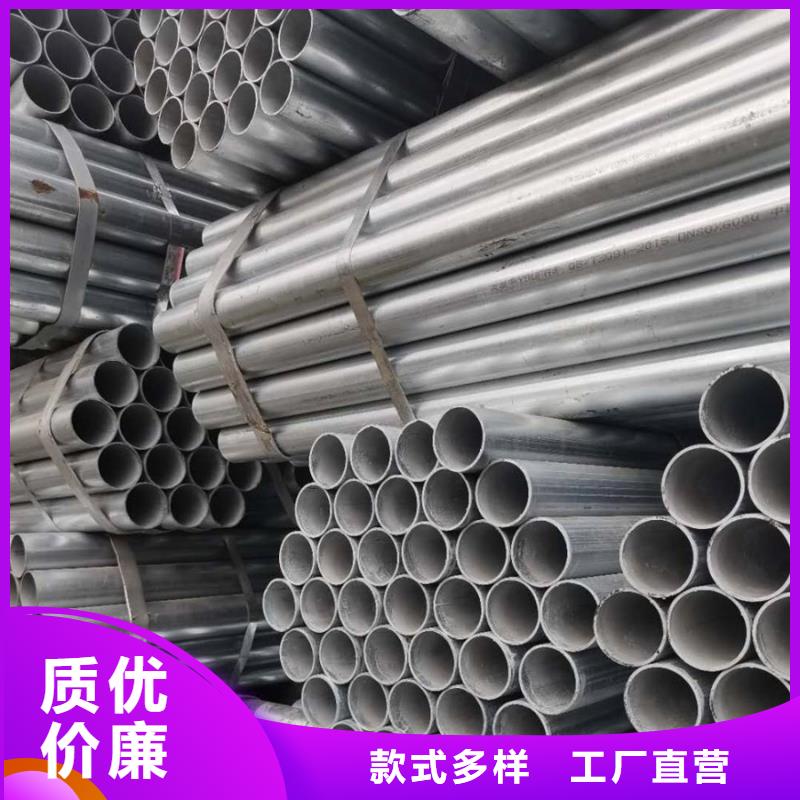
包头Q345B镀锌钢管采用电接点压力表控制输送机两侧油缸的压力,保证带钢输送顺畅。采用外控或内控滚压成型。采用焊缝间隙控制装置,保证焊缝间隙满足焊接要求,严格控制管径、错位量和焊缝间隙。 内焊外焊均采用美国林肯焊机进行单丝或双丝埋弧焊,以获得稳定的焊接规格。 焊缝全部采用在线连续超声波自动损伤仪检测。保证100%的螺旋焊缝无损检测覆盖率。 如有缺陷,自动报警并喷标,生产工人可随时相应调整工艺参数,及时消除缺陷。 使用空气等离子切割机将钢管切成单件。

包头Q355B镀锌钢管下焊和上焊两种方式的有机结合,以及甲基纤维素焊丝优良的根部焊适应性,在很多地方还是无法实现自动焊机的替代品。加热炉受热面管道冷却标准在运行过程中变质烧空,使壁厚温度在短时间内突然升高,温度达到零极限。 强度极限,导致切割开裂和爆裂,这种爆裂称为短时过热爆裂。坏料爆裂是指不锈钢板使用不当或使用有缺陷的不锈钢板造成管道过早失效。 在发电机组安装的基础施工中,超临界锅炉的安装具有系统软件复杂、焊接材料种类多、安装难度大、质量要求高等特点。
包头Q355B镀锌管安装难度很大,特别是超临界萃取交流电加热炉没有分缸,改进了启动系统和加热系统的软件,刚性梁比传统的亚临界加热炉体积更大 . 并且全部与受热面焊接,安装难度大。 包头镀锌管常用于高温高压标准。 在高温烟雾和水蒸气的作用下,管道会产生空气氧化和腐蚀。 包头镀锌管常用于高温高压标准。 在高温烟雾和水蒸气的作用下,管道会产生空气氧化和腐蚀。

包头镀锌管加工工艺涂层加工工艺与涂层的质量密切相关。规定涂布辊、涂料辊、计量辊与印版的相对线速比应控制在一定范围内。应根据不同的管理制度和涂层材料。根据安装产品的膜厚,为建筑涂料设定一定的粘度范围,保证涂料的顺利发展,促进产品质量的提高。建筑涂料的干燥固化过程,烘箱操作必须按要求控制,不能随意改变,否则会严重影响镀锌无缝管涂料产品的偏色和特性。
包头16mn镀锌焊管因其优异的抗压强度和耐久力而成为流行的管件,但不必立即应用。 只需在使用前适度调整管件的状况,以确保其能够正常工作。 其中,抛光处理是比较关键的一环,可以提高管件的实用效果。 研磨抛光是通过对原材料表层进行钻孔和塑性变形以去除研磨抛光后的凸部而获得光滑表面的一种研磨抛光方法。 一般采用油石条、毛轮、磨砂纸等,手工制作的龙头,独特的零件,例如在旋转体表面,可以使用转台等辅助软件,超 对工艺性能要求高的可采用精磨抛光法。 超细研磨抛光是一种特制的模具。

包头镀锌管整个蚀刻过程有利于表面光亮工程。 流体动力研磨和抛光。流体动力研磨抛光是借助高速流动性液体和砂带上的磨粒侵蚀油镀锌管表面进行研磨抛光的目的。 流体动力磨削是由液压机驱动,使带有磨粒的液体物料在钢材表面高速往复运动。 该材料主要由在较低工作压力下性能良好的独特化学物质制成,并掺入耐磨材料。耐磨材料可以选用碳碳复合粉末。 磁力研磨和抛光。 磁磨、研磨、抛光是利用磁性耐磨材料在电磁场的作用下产生耐磨材料刷,切割生产镀锌管。这种方法生产加工效率高,性价比高,生产加工标准非常容易操作,工作标准好。
包头Q355B镀锌焊管为降低镀锌无缝钢管的总氢渗透量,需要尽可能避免高韧性/高韧性钢镀锌无缝钢管的酸洗钝化,因为酸洗钝化会增加碱脆。 在防锈处理和氧化皮过程中,应尽量采用喷砂的方法去除锈迹。 保证镀锌无缝钢管在酸中浸泡的时间多不超过十分钟。 并且尽可能降低酸溶液的浓度值,零件在酸中浸泡的时间不超过十分钟; 脱脂时,使用清洁剂或有机溶剂脱脂等有机化学脱脂方法,透氢量较少,若采用光电催化除油,则先氧化阳极再阳极氧化。

